Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Ертеден келе жатқан конвейерлі таразыларды сараптау
|
|
Ү здіксіз ө лшеу мә селесін шешу металлургиялық, химиялық жә не қ ұ рылыс ө ндірістеріндегі кө птеген технологиялық процестеріне қ ажет. Бұ л мә селе, ә детте, негізін конвейерлі ө лшеу қ ұ рылғ ылары қ ұ райтын таспалы ө лшеу қ ұ рылғ ыларын қ олдану арқ ылы шешеді. Ә рекет ету принципі жағ ынан конвейерлі таразылар гравитациялық жә не радиоизотопты болып бө лінеді.
Жү к салмағ ын қ осу тә сіліне қ арай конвейерлі таразылар жинақ таушы жә не интералдаушы болып бө лінеді. Конвейерлі жинақ таушы таразыларда есептегіш қ ұ ралдар таспаның белгілі бір ара-қ ашық тық қ а жылжуына сә йкес келетін бірінің соң ынан бірі келетін жү ктердің салмағ ын қ осуды жү ргізеді.
Интегралдаушы таразыларда есептегіш қ ұ ралдар таспаның жылдамдығ ын ескере отырып уақ ыт бойынша ө н бойы салмақ ты интегралдайды. Таразының жү кті қ абылдау қ ызметін конвейердің бір бө лігі немесе бү тіндей конвейер болады. Қ осылғ ан салмақ ты ө лшеу жә не қ ателіктердің жинақ талуына «ө лшеу учаскесі» L мен «ық пал ету учаскесі» Lые. елеулі ә сер етеді. Ө лшеу учаскесі L деп ө лшеуіш платформаның шеткі роликтерінің ара-қ ашық тығ ы мен осы роликтермен конвейердің жақ ын арадағ ы қ озғ алмайтын тірек ара-қ ашық тығ ының жарты қ осындысына тең шаманы айтады (1.4 сурет). «Ә сер ету учаскесі» ө лшеу учаскесі мен қ озғ алмайтын ролик тіректерінің ара-қ ашық тығ ының 4-6 еселенген шамасы қ осындысына тең.
Жоғ арыда қ арастырылғ ан тә сілдерді ескере келіп, ү здіксіз жұ мыс ітейтін интегралдаушы механизмдердің қ осушы жұ мысы келесі ө рнектермен сипатталады:
 (1.1).
(1.1).
 (1.2),
(1.2),
мұ ндағ ы  – материалдың транспортер бойы тығ ыздығ ы
– материалдың транспортер бойы тығ ыздығ ы
функциясы;
 – материалдың уақ ытқ а байланысты сызық тық
– материалдың уақ ытқ а байланысты сызық тық
тығ ыздығ ы;
 – таспаның қ озғ алыс жылдамдығ ы;
– таспаның қ озғ алыс жылдамдығ ы;
 – масштабты коэффициенттер.
– масштабты коэффициенттер.

1.4 сурет – Конвейерлі таразылар учаскесі:
1 – конвейердің ролик тіректері; 2 – ө лшеуіш роликтіректер; 3 – таразы платформасы
Дискретті ә рекет етуші интегралды механизмдерді екіге бө луге болады: таспадағ ы материалдың салмағ ының нақ ты мө лшерін белгілеу(мысалы ө лшеу циклінің ортасында) немесе салмақ тың ағ ымдық шамасын белгілеу[2].
Механикалық тү рдегі интеграторлар қ азіргі кезде кең қ олданып жү рген жоқ. Электоронды тензометрлік жә не электронды гидравликалық таразыларды кө бейту жә не интегралдау тахогенератордан қ оректенетін тензодатчик кө пірі сызбасында немесе интегралдаушы жә не тіркеуші аспаптардың екінші сызбаларында сандық немесе анологті формада жү зеге асуы мү мкін. Конвейерлік таразылар қ ателіктерінің кө зі таспаның біркелкі орналаспауы мен ролик тірегінің ә сер ету учаскесіндегі соғ уы, тарту кү шінің ө згерісі жә не таспаның жұ мыс кезіндегі кө лденең қ озғ алуы, тіректер мен қ абылдаушы блоктардың жеткілікті мық ты болмауы. Берілген дә лдікті кең кө лемді ө німділікте қ амтамасыз етудің қ иыншылығ ы қ айта айналдырушы кү штердің, жылдамдық тардың жә не кү шейткіштердің бір сызық ты болмауына, сондай-ақ, жү к кө теруші қ ұ рылғ ының негізгі бө лігі болып табылатын таспаның ө зінің қ аттылығ ына байланысты. Конвейерлі таразылардың метрологиялық сипаттамаларын кө теруге, ең бірінші жұ мысшы жү к диапазонын кең ейту, таспаның деформациялануынан болатын бір сызық тылық ты болмауды компенсациялаумен жетуі мү мкін. Жү к кө теруші қ ұ рылғ ы (1.5 сурет) бір роликті немесе кө п роликті платформа, сондай-ақ бір аспалы немесе кү шті айналдырушы ролик тірегіне сү йенген тү рінде орындалғ ан.
Жү к кө теруші қ ұ рылғ ы сызбасына қ арай ролик тіректер бұ рыштық жә не біртіндеген қ озғ алысқ а ие. Жү к кө теруші қ ұ рылғ ысына біртіндеп ә сер етуші Р кү ші таспа бойына тү сетін орташа кү штің ө лшеу учаскесінің теориялық ұ зындығ ына кө бейтіндісіне тең.
P = qок(х)LT (1.3),
мұ ндағ ы qок – таспа бойына тү сетін орташа кү ш, кг/м;
 – ө лшеу учаскесінің теориялық ұ зындығ ы, м.
– ө лшеу учаскесінің теориялық ұ зындығ ы, м.
Платформасы бұ рыштық қ озғ алатын таразылар ү шін
P = qок(х)LTа/b (1.4),
мұ ндағ ы  – платформаның бұ рыштық орын ауысуын анық тайтын
– платформаның бұ рыштық орын ауысуын анық тайтын
шама.

1.5 сурет – Конвейерлі таразыларың жү к қ абылдаушы қ ұ рылғ ыларының сызбалары:
а – бір роликті; б – рычагтары жоғ арыда орналасқ ан кө п роликті;
в – кө пірі жә не тензодатчиктері тө менде орналасқ ан кө п роликті;
г – бұ рыштық рычагты жә не тензодатчигі жоғ арыда орналасқ ан екі роликті; 1 – ө лшеуші рычаг; 2 – ө лшеуші ролик; 3 – тензодатчик.
Конвейер бойы тү сетін кү ш шамасы айнымалы болғ андық тан, ө лшеуіш қ ұ рылғ ығ а тү сетін кү ш шамасы да айнымалы болады жә не ол біршама кү рделі ө рнекпен анық талады. Кү шті тү рлендіруші ретінде тензометрлік, вибростерженді, магнитті серпімді жә не гидрпавликалық датчиктерді қ олданады. Кү штің екі желілі сандық тү рлендіргіштің болашағ ы бар. Таспа мен ролик тірегі арасындағ ы ү йкеліс кү ші келесі қ ателікті туғ ызады (1.6 а сурет).
∆ p = Fтр с/b (1.5),
мұ ндағ ы Fтр - таспа мен ролик тірегі арасындағ ы ү йкеліс кү шіне тең
шама;
с – ү йкеліс кү шінің платформаның бұ рылу осіне қ арағ андағ ы
иіні;
 - кү ш айналдырушы тірек реакциясының иіні.
- кү ш айналдырушы тірек реакциясының иіні.
Бұ л бұ л қ ателікті азайту платформаның О бұ ру осін Fтр кү шінің ә сер ету тү зуі бойына жатқ ызу арқ ылы жә не платформаны шығ удағ ы салмағ ын қ осумен екі рычаг тү рінде жү зеге асады (1.6б сурет). Платформалары біртіндеп қ озғ алысқ а тү сетін таразылардағ ы кү ш тү рлендіруші қ абылдайтын кү ш[4].
 (1.6).
(1.6).
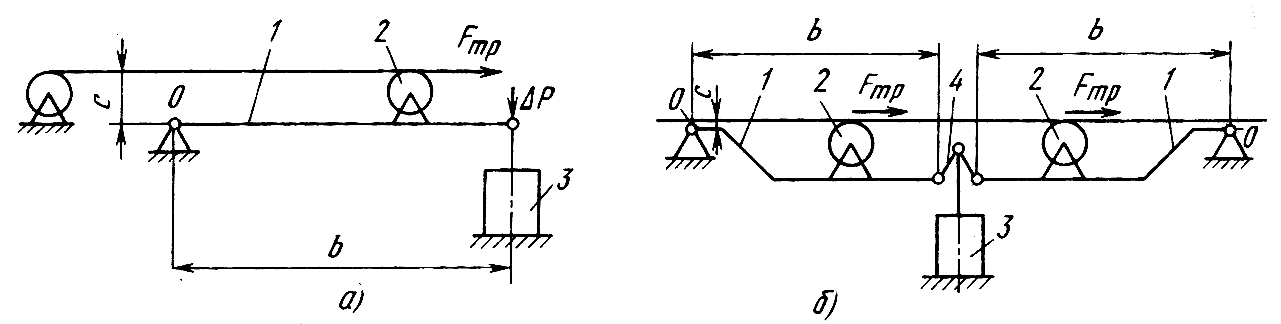
1.6 сурет – Лента мен роликтің тасымалдау арасындағ ы ү йкелістің ө згеру ә серінің схемасы:
а – бір рычагты платформа; б – екі рычагты платформа; 1 – рычаг;
2 – ө лшегіш ролик; 3 – кү ш тү рлендіргіш (тензодатчик); 4 – шығ ыршық.
Бір роликті тіректі жү к қ абылдаушы қ ұ рылғ ылы таразылардағ ы ролик тірекке тү сетін кү ш
Pcр(х) =  [q(х)+ q(х)]х (1.7).
[q(х)+ q(х)]х (1.7).
Таспадағ ы материалдың сызық тық тығ ыздығ ы қ осынды қ ұ рамы  жә не айнымалы қ ұ рамадан тұ рады, материалдың сызық тық тығ ыздығ ы ү шін ө рнегін алуғ а болады:
жә не айнымалы қ ұ рамадан тұ рады, материалдың сызық тық тығ ыздығ ы ү шін ө рнегін алуғ а болады:
 (1.8),
(1.8),
мұ ндағ ы  - периодты тү рде ө згеріп тұ ратын жиілік пен
- периодты тү рде ө згеріп тұ ратын жиілік пен
тербелістің кө рсеткіштері.
Конвейерлі таразыларда ө лшеудің ерекшелігі – материалдың сызық тық тығ ыздығ ын еркін ө згерту мү мкіндігінің болуы. Мұ нда шығ удағ ы дабыл – таразы арқ ылы ө тетін материалдың салмағ ы.
Конвейерлі таразыларда ө лшеу ерекшелігі заттың салмағ ының сызық тық тығ ыздығ ын еркін ө лшеу мү мкіндігінің болуы болып табылады. Бұ л жағ дайда шығ у дабылы – таразыдан ө ткен заттың салмағ ы. Барынша дә л ө лшеу ү шін таразы жү йесінің ө зіндік тербеліс жиілігі таспадағ ы қ озғ алыс кү ші ә серінен болатын тербелістен бір дә реже жоғ ары болуы керек. Сонымен бірге кү ш ө ң деуіштің артық қ аттылығ ы да болмауы жә не ролик тірегінің соғ уы мен тербелісіне сезімтал болмауы керек. Кү штің оптималды қ озғ алысы, ә детте, 0, 3-1 мм аралығ ында болуы керек. Таразаның метрологиялық сипаттамасына ә сер ету учаскесіндегі ролик тіректерінің ара-қ ашық тығ ы барынша ық пал етеді. Бұ л ара-қ ашық тық ты азайтқ анда қ аттылық тың жә не таспаның тартылуының ә сері кү шейеді. 1.7 суретте бір роликті элетрлі жылдамдық датчигті жә не тензометрлі кү ш ө лшегіш датчикті интегралдау таразысы кө рсетілген.

1.7 сурет – Бір роликті конвейерлі интегралдаушы таразы:
1 – тасымалдау таспасы; 2 – негізгі роликтер; 3 – ө лшеуіш ролик; 4 – рычаг; 5 – кү штің тензорезисторлы датчигі; 6 – серпімді тірек; 7 – таспаның жылдамдығ ын ө ң деуші; 8 – тірек рамасы; 9 – қ осушы қ ұ рылғ ы.
Таразы платформасының теориялық ұ зындығ ы LT = 1500 мм. Жылдамдық датчигі 7 – тұ рақ ты тоқ тың тахогенераторы, оны элетрқ озғ алтқ ыштың бірлігіне немесе фрикционды муфта арқ ылы таспаның 1 – тө менгі тармағ ының ішкі жағ ына жалғ ауғ а болады. Тахогенератордың қ уаты 5 – тензодатчикті қ оректендіреді. Тензодатчиктің шығ удағ ы қ уаты жылдамдық тың материалдың сызық тық тығ ыздығ ына кө бейтіндісіне пропорционалды, яғ ни ө німділік, ө лшеуіш кү шейткішінде 10 мА болатын тоқ қ а айналады. Жә не де ө німділік индициаланады жә не тіркеледі. 10 мА дабылы интегралданады. Таразы таспаның бір немесе бірнеше айналымы кезінде нө лдік кө рсеткішке келтіретін қ ондырғ ымен қ амтамасыз етілген. «Сименс» фирмасы ө лшеуіш қ ұ рылғ ысы жоғ арыда орналасқ ан екі роликті интергалдаушы таразылар шығ арады. Тахогенератор, қ оректендіруші тензодатчикті ауытқ ығ ан роликте қ ұ растырады. Нө лдік кө рсеткішті дә лдеу ү шін нө лді автоматты дә лдеуішті қ олданады. Ө лшеудің салыстырмалы қ ателігі (50-100%) салмақ аралығ ында ±1%, ал қ ателігі (20-60)%. Салмақ аралығ ында ±0, 5% қ ұ райды. Таспаның жалпақ тығ ы 1200 мм, ролик тіректері ара-қ ашық тығ ы 1000 мм.
Дискретті–қ оспалы қ ұ рылғ ысы бар 4219КГЖ типті электронды гидравликалық таразылар «Точмаш» жарылыс қ ақ ауіпсіз жағ дайында шығ арылады. Негізгі жіберілетін қ ателік шамасы (50-100%) салмақ тар аралығ ында барынша сызық тық тығ ыздық та + 1% қ ұ райды. Таразылар жү к кө теруші ақ паратты ө ң деуші блогтан, қ оректендіру блогынан, ақ паратты беруші блогтан, алшақ та орналасқ ан есептегіштен жә не сыйымдылық ты мө лшерлеу приставкасы бар қ ұ рылғ ыдан тұ рады[4].
Жү к кө теруші қ ұ рылғ ы (1.8 сурет) ү ш астаушалы науалы бө ліктерден – 3, тұ ратын таразы платформасы – 1 болып келеді. Ковейер таспасына – 2 тиіп тұ ратын науа беттеріне капролактам жағ ылғ ан, (ол ү йкеліс коэффициенті тө мен материал). Таразы платформасы ортасында гидравтикалық месдозағ а – 5 тірелген. Орын ауысу датчигін ролик – 4 айналысқ а тү сіреді, ол ө з кезегінде жү к тиелген таспаның – 2сырт жағ ынан тіреліп тұ рады.
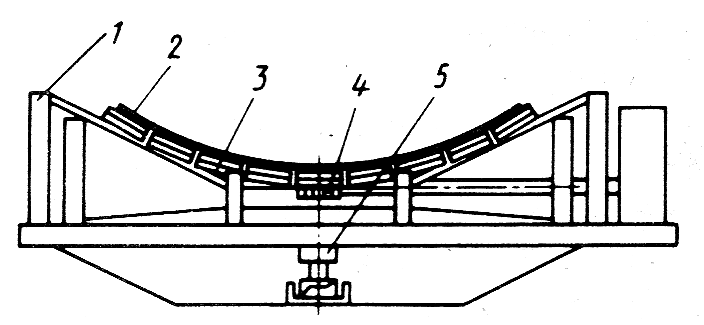
1.8 сурет – КГЖ типті конвейерлік таразының жү к кө теру қ ұ рылғ ысының сызбасы
Астаушалы науалы бө ліктерді қ олдану жағ дай ө лшеу қ ателіктерін азайтуғ а жасайды, бірақ бұ л жағ дайда транспортер таспасының тез ЖЖҚ ы байқ алады. Микропроцессорларды барынша кең інен қ олдану метрологиялық сипаттамаларды барынша жақ сартуғ а, басқ ару функцияларын кең ейтуге жә не мә ліметтерді ө ң деуге мү мкіндік туғ ызады. 1.9 суретте микропроцессорларлы жү к ө лшегіш жү йенің (МЖӨ Ж) қ ұ рылымдық сызбасы кө рсетілген, мұ нда 1 – барлық маң ызды блоктарды басқ аруды жү зеге асыратын микропроцессор; 2 – дә лдеу ө лшемдерін жазуғ а жә не реттеуге арналғ ан қ орек кө зінен ажырап қ алғ ан жағ дайда ақ паратты сақ тау қ алу қ ұ рылғ ысы (ө лшеу ауқ ымы, рұ қ сатету қ абілеті, шекті салмақ, нө лдік нү кте орыны, ө ң деу сипаттамасы жә не т.б.); 3 жә не 4 – ө лшенетін салмақ қ а, конвейер таспасы жү ктемесіне, оның жылжу жылдамдығ ына жә не басқ а да сандық мө лшерде ө лшенуші ө лшемдердің кіру дабылын ө ң деуші; 5 – басқ ару дабылына арналғ ан интерфейс (қ озғ алысқ а келтіруші механизмдерді басқ ару, ішкі қ осу жә не бұ ғ аттау, кейбір тораптың жұ мысының тоқ тауына ә сер ететін кедергілерді тіркеу жә не т.б.); 6 – индиаторлы қ ұ рылғ ылары бар басқ ару пульті; 7 – электрлік қ аректендіруші қ уат кө зі; 8 – басқ ару дабылдарын қ алыптастырушы блогі (реттеушісі бар жү йелерде қ олданылады).

1.9 сурет – «Шенк» микропроцессорлы жү к ө лшеуші жү йесінің сызбасы
Басқ ару бағ дарламасы қ айта бағ дарламаланатын тұ рақ ты жадтау қ ұ рылғ ыны (ТЖҚ) қ олдану жағ дайында жазылады, кө рсеткіштерді есептеу мен ө ң деуде жедел жадтау қ ұ рылғ ысы (ЖЖҚ) қ олданылады. Мұ ндай қ ұ рылымдық сызба біршама қ атар конвейерлі таразылар, ү лестік таразылар, ү здіксіз қ озғ алыстағ ы таспалы дозаторлар, материалдарды ү здіксіз ө лшейтін таразылар мен дозаторлар ү шін мү мкін. МЖӨ Ж-тің басқ а қ арапайым (микропроцессорлы басқ аруы жоқ) алдындағ ы артық шылығ ын кө рсететін негізгі ерекшелігі:
- бірізді ә рекет интерфейсі арқ ылы телебасқ ару мү мкіндігі;
- қ оректендіруші қ уатты ажырату кезінде жазылғ ан ақ паратты
сақ таушы жадтау қ ұ рысғ ысының (ЖҚ) болуы;
- автоматты таралау (қ ажетті пернені басу арқ ылы);
- дрейф ә серінен ө згерген ө лшемдерді реттеуді қ амтамасыз ететін
автоматты тү рде бө ліктеу;
- электр дабылдарының гальваникалық еркін шығ ысы мен кірісі;
- сандық жә не аналогтік кіріс жә не шығ ыс тү йіндерін (модульдарын)
қ олдану мү мкіндігі.