Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Режимы термической обработки некоторых углеродистых и легированных сталей
|
|
| Темпера | |||||
| тура кри | Виды и режимы | Твердость | |||
| Марка | тических | термической обрабогки •', | |||
| стали | точек, °С | температура, °С, | |||
| время выдержки, ч | |||||
| Лс, | Ac, | НВ | HRC | ||
| Н, 920, воздух; 3, 900, вода 4- | 101... | ||||
| + Он, 200, 2 | 156 *2 | ||||
| Н, 900, воздух; 3, 880, вода + | 101... 156 | ||||
| + Он, 200, 2 | |||||
| Н, 890, воздух; 3, 870, вода + | 123... 167 | ||||
| + Ов, 600, 1 | |||||
| И, 890, воздух; 3, 870, вода + | 143... 179 | ||||
| + Ов, 600, t | |||||
| 11, 880, воздух; З, 860, вода + | |||||
| + Ос, 400, воздух | |||||
| Н, 880, воздух; 3, 850, вода + | |||||
| 4- Ос, 400, воздух | |||||
| Н, 870, воздух; 3, 840, вода + | 167... 217 | ||||
| 4- Ов, 620, воздух | |||||
| Н, 860, воздух; 3, 830, вода -(- | 175... 217 | ||||
| 4- Ов, 600, воздух | |||||
| От, 820; Н, 850, 0, 5, вода; 3, | 200... 217 | ||||
| 830, 0, 5 вода; 3, 830, 0, 5, во | |||||
| да -)- Ов, 600, 1, вода (или Он, | |||||
| 200, 2, вода) | |||||
| 65Г | От, 820; 3, 800, масло + Ос, | ||||
| 400 воздух | |||||
| 15Х | Н, 890; 31, 880, вода или мас | ||||
| ло 4- 311, 770... 820, вода или | |||||
| 20Х | масло 4- Он, 180, воздух или | ||||
| масло | |||||
| 35Х | От, 850; 3, 860, масло + Он, | 56 *3 | |||
| 200, воздух | |||||
| 40Х | От, 820... 840; 3, 860, мас | ||||
| ло + Он, 200, воздух | |||||
| 45Х | От, 780... 840; 3, 860, мас | 42... | |||
| ло-f- Он, 200, воздух |
Продолжение табл. 8.2
| Темпера | |||||
| Марка | тура критических | Виды и режимы термической обработки *', | |||
| стали | точек, " С | температура, " С, | |||
| Ас, | Ac. | нв | HRC | ||
| 50ХГ | От, 850... 860; 3, 840, мас | ||||
| ло + Ос, 440, воздух | |||||
| 50С2 | От, 860...900; 3, 870, мас | ||||
| 60С2 | ло или вода + Ов, 460, воздух | ||||
| У7 | От, 750... 780; 3, 790... 830, | ||||
| У8А | вода Ос, 400, воздух | ^firt > b2 | |||
| У9А | От, 750... 780; 3, 780... 810, | ||||
| через воду в масло + Ос, 400, | |||||
| воздух | |||||
| У10А | От, 750... 780; 3, 770... 790, | ||||
| через воду в масло + Ос, 400, | |||||
| воздух | |||||
| У12А | — | — | От, 750... 780; 3, 760... 780, | ||
| viia t7 ЮЛ. | через воду в масло + Ос, 400, | — | |||
| воздух |
•' Приняты следующие обозначения: 3 — закалка, 31 — закалка пер' вая, 311 — закалка вторая, Н — нормализация, Ов — отпуск высокий, Он — отпуск низкий. Ос — отпуск средний. От — отжиг.
•' Твердость после нормализации, отжига или отпуска.
•' Твердость после закалки и низкого или среднего отпуска.
рекомендуются специальные режимы термообработки (табл. 8.3).
8.5. Химико-термическая обработка сталей
Химико-термической обработкой называют процесс, сочетающий термическое и химическое воздействие на поверхностный слой стальных деталей с целью увеличения твердости и прочности этого слоя при сохранении мягкой сердцевины детали. Применяют химико-термическую обработку для повышения износостойкости деталей, работающих в условиях трения. Из многих видов химико-термической обработки в кузницах не машиностроительных предприятий обычно применяют цементацию и цианирова-ние.
Таблица 8.3
| Температура, °С | |||
| Марка стали | Твердость НВ | ||
| закалка в масле ——————к———————— | отпуска |
Пружина
| 850... 870 I 400... 460) 387... 418 |
| OOQ Л1& '3 | |||
| 65Г | |||
| 60Г | |||
| 70Г | |||
| 55С2* | 420... 460 | 341... 445 | |
| 60С2 ' | 850... 870 | 430... 460 | 338...477 |
| 70СЗА | 460...470 388...445 | ||
| Рессора | |||
| 55С2 | 860... 870 | 480... 500 364... 410 | |
| 60С2 | 850... 870 | 400... 460 | 387... 418 |
* Для стали 55С2 закалочной средой может быть и вода.
Цементация состоит в диффузионном насыщении углеродом поверхностных слоев деталей, изготовленных из мягкой и вязкой углеродистой или легированной стали с содержанием углерода меньше 0, 25%, которые по характеру использования должны иметь твердые наружные слои и вязкую сердцевину. Например, зубчатые колеса, червяки червячных передач, поршневые пальцы, ролики подшипников качения, трущиеся о землю детали сельскохозяйственных машин и др.
В основном цементации подвергают следующие марки стали: 10, 15, 20, 25, 15Г, 20Г, 15Х, 20Х3, 15ХГ, 18ХГМ, 12ХМ, 15НМ, 20НМ, 20ХН, 12Х2Н4, 20Х2Н4-
Науглероживание наружного слоя происходит при нагреве готовых деталей в материалах, легко отдающих 171
Таблица 8.4
Составы заводских карбюризаторов
| Соста в- | Сосгаи карбюризаторов по номерам | ||||||||
| ляющая | |||||||||
| Древесный | 74... 78 | 85... 90 | |||||||
| уголь | |||||||||
| Углероди | 15... 12 | — | |||||||
| стый барий | |||||||||
| Кальцини | 1... 1, 5 | 15... 10 | 15... 10 | — | |||||
| рованная | |||||||||
| сода | |||||||||
| Углекислый | 3, 5 | ||||||||
| кальций | |||||||||
| Кокс | . | ||||||||
| Торфяной | — | — | — | — | — | 85... 90 | — | — | |
| кокс | |||||||||
| Мазут | 5... 4, 5 | — | — | — | — | — | — | — |
углерод, которые называют карбюризаторами. При этом сталь нужно нагревать до температуры выше линии SG (см. рис. 8.2). Карбюризаторы могут быть твердыми, жидкими и газообразными. В кузницах не машиностроительных предприятий возможно применение цементации в твердых карбюризаторах, как наиболее простом способе.
Цементация твердым карбюризатором состоит в размещении детали в этом карбюризаторе, нагреве до температуры 920...950°С, выдержке при этой температуре и охлаждении с карбюризатором без доступа воздуха. В результате наружные слои детали насыщаются углеродом до 0, 8...1, 0% на глубину 0, 5...2, 4 мм.
Твердые заводские карбюризаторы представляют собой твердую смесь, содержащую от двух до шести элементов (табл. 8.4). В кузницах же можно приготовить заменители карбюризаторов, при использовании которых получают качество цементации не хуже, чем заводскими карбюризаторами. Составы заменителей карбюризаторов могут быть следующими.
Первый — торф с влажностью не более 10%, измельченный и просеянный через сито.
Второй — опилки различных древесных пород (лучше березовые или дубовые).
Третий — опилки твердых пород дерева 92...95% и кальцинированная сода 5...8%.
178',
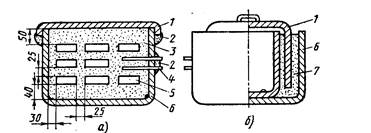
Рис. 8.4. Ящик для химико-термической обработки деталей:
1 — крышка; 2 — глиняная обмазка; 3 — цементационная смесь; 4 — «свидетель»; 5 — цементуемые детали; 6 — ящик; 7 — песок
Четвертый — подсолнечная шелуха 95% и кальцинированная сода 5%.
Опилки и шелуху следует хорошо просушить. Карбюризаторы можно применять повторно с добавлением к ним 25...30% свежего карбюризатора.
Процесс цементации в твердом карбюризаторе выполняется следующим образом. Детали, подлежащие цементации, промывают в керосине, бензине или 5%-ном растворе каустической соды и укладывают рядами в стальной цементационный ящик (рис. 8.4, а). Одновременно с деталями в этот ящик укладывают два прутка диаметром 10. -.20 мм из одинаковой с деталями стали, так чтобы концы их выходили наружу, а один пруток кладут ниже деталей на 10... 15 мм. Эти прутки называют «свидетелями» и применяют их для контроля процесса цементации. Между рядами деталей и «свидетелями» насыпают карбюризатор и утрамбовывают. Ящик закрывают стальной крышкой и щели замазывают замазкой, состоящей из двух частей огнеупорной глины и одной части речного песка, разведенных водой до тестообразного состояния.
Подготовленный таким образом ящик устанавливают в (печь или горн, засыпают коксом (углем) и разводят огонь. Температура нагрева ящика и деталей должна быть не менее 900...950°С, потому что при 880 °С цементирующая способность опилок уменьшается, а при 820 °С происходит обратный процесс — выделение углерода из стали. Продолжительность выдержки при температуре 900......950°С зависит от желаемой глубины цементационного слоя и может быть следующей:
Глубина слоя, мм...... 0, 4... 0, 7 0, 6... 0, 9 0, 8...1, 2
Продолжительность выдержки, ч............ 4, 0... 5, 0 5, 5... 6, 5 6, 2... 10
Глубина слоя, мм...... 1, 2... 1, 6 1, 6...2, 0 2, 0... 2, 4
Продолжительность выдержки, ч............ 10... 1, 4 14... 19 19... 24
Время нагрева ящика и деталей до температуры цементации (2...4 ч) не учитывается. Отсчет времени выдержки начинают с момента нагрева ящика и деталей до температуры 900 °С. Глубину цементации определяют по пруткам — «свидетелям». Ко времени предполагаемого конца цементации прутки по очереди вынимают из ящика и вакаливают в воде. На прутке по излому определяют глубину цементационного слоя, отличающегося от сердцевины более светлой окраской и более мелким зерном. По Прутку, уложенному ниже деталей, определяют окончательную ширину цементированного слоя в деталях.
После достаточной выдержки ящик с деталями и карбюризатором охлаждают на воздухе, не нарушая замазки, Затем детали вынимают из ящика, закаливают и подвергают низкому отпуску. Температура закалки—800......830°С, отпуска— 160...200°С. Поверхность правильно цементированной детали должна иметь матово-серебристый цвет. Наличие цветов побежалости или окалины указывает на некачественность цементации.
Чтобы не замазывать глиной соединение ящика с крышкой, для цементации можно применять ящик с песочным затвором (рис. 8.4, б). Детали в него укладывают так же, как показано на рис. 8.4, а.
Места деталей, которые не требуется цементировать, омедняют или покрывают слоем огнеупорной смеси, например, состоящей из следующих компонентов; первая смесь—огнеупорная глина с 5...10%-ной примесью извести или асбеста; вторая смесь — 30% огнеупорной глины^ 20% песка и 50% измельченной до порошка окалины., Цианирование состоит в одновременном насыщении поверхностных слоев деталей углеродом и азотом. При этом стойкость деталей против истирания увеличивается еще в большей степени, чем после цементации.
Наиболее простой способ цианирования мелких деталей (болтов, гаек, губок ключей и плоскогубцев, измерительного инструмента, напильников и др.) состоит в следующем. Деталь нагревают в печи или горне до температуры 780...850 " С. После некоторой выдержки при этой температуре деталь вынимают из печи или горна и места, подлежащие цианированию, равномерно со всех сторон посыпают порошком синькалн [гексацианоферрат (II) калия 3-вод-
ный1 или кровяной соли. Деталь снова нагревают, да температуры 800...850°С для расплавления порошки, Повторение этой операции несколько раз обеспечивает насыщение поверхности стали азотом и углеродом на глубину до 0, 2 мм. После этого детали закаливают и подвергают низкому отпуску. Твердость поверхности детали после цианирования получается такой, что напильник
по ней будет скользить.
Для более глубокого цианирования используют пасту
следующего состава: 40% голландской сажи или торфяного кокса (малосернистого), 15% углекислого бария, 20% углекислого натрия, 20% синькали и 5% песка. Все компоненты разводят в 15%-ном водном растворе технической патоки или канцелярского клея до густоты, какую имеют краски. Пасту наносят на детали слоем З...4мм для получения глубины цианированного слоя I...1, 5 мм. Детали загружают в пустые цементационные ящики с песочным затвором (рис. 8.4, б), нагревают их до температуры. 920...930°С, выдерживают 1...1, 5ч, охлаждают, закаливают и подвергают низкому отпуску.
Для цианирования инструментальной и быстрорежущей сталей применяют пасту, состоящую из 50% порошка древесного угля, 25% соды и 25% синькали, которые разводят в 15%-ном водном растворе патоки. Пасту намазывают, на инструмент слоем б...8 мм. После просушки слоя пасты инструмент укладывают в цементационный ящик (рис. 8.4, б), пересыпая детали чугунной стружкой, нагревают до температуры 780...820°С, выдерживают при этой температуре 2...3 ч, охлаждают, закаливают и подвергают
низкому отпуску.
Инструменты из быстрорежущей стали могут быть
подвергнуты низкотемпературному цианированию в газовой, жидкой или твердой стредах. Твердая среда состоит из 60...80% древесного угля с зерном 3...6 мм и 40...20% желтой кровяной соли 1гексацианоферрат (II) калия!. измельченной в порошок. Инструменты укладывают в ящик, пересыпая их цианирующей смесью, нагревают до температуры 550... 560 °С, выдерживают l..-Зч в зависимости от толщины инструмента и охлаждают ящик вместе с инструментом до температуры 200...100°С. Однако применение жидкой и газообразной сред требует ср& -циального оборудования и в кузницах применять их
сложно.
Режим химико-термической обработки некоторых ста-
лей и твердость их после такой обработки приведены Bj табл. 8.5.
Таблица 8.5 Твердость некоторых сталей после химико-термической обработки
| Марка | |||
| стали | при температуре, °С | поверх- | |
| сердце | |||
| I? RC | вины НВ | ||
| 0, 8 | Цнр, 820... 860 + 3, 820... 860, во | Не менее | |
| да + Он, 160... 180, воздух | |||
| 10. | То же | 56... 62 | |
| Ц, 900... 920, воздух + 3, 760... 780, | 146... 136 | ||
| вода + Он, 160... 200, воздух | |||
| Ц, 920... 950, воздух + 3, 800... 820, | Не более | ||
| вода + Он, 180... 200, воздух | |||
| Ц, 920... 950, воздух + 3, 820... 840, вода + Он, 180... 200, воздух | 54... 62 | Не менее | |
| 20Г | Цнр, 840... 860 + 3, 820... 840, мас | ||
| ло + Он, 180... 200, воздух |
Примечание. Ц— цементация, Цнр — цианирование, остальные, как в табл. 8.3.