Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Преимущества и недостатки литья под давлением
|
|
| ЛД Литье под давлением | Получение отливок с минимальной толщиной стенок 0, 5 мм. Высокая точность и чистота поверхности отливки позволяют исключить последующую механическую обработку.Высокая производительностью процесса | Высокая стоимость пресс-формы и оборудования. Ограниченность габаритных размеров и массы отливок. При литье в металлические формы из-за быстрого охлаждения уменьшается жидкотекучесть расплава. Из-за низкой податливости формы возможно образование трещин. Возможно возникновение газовой пористости из-за отсутствия достаточной газопроницаемости формы. |
7. Непрерывное литье (рис. 36.12).
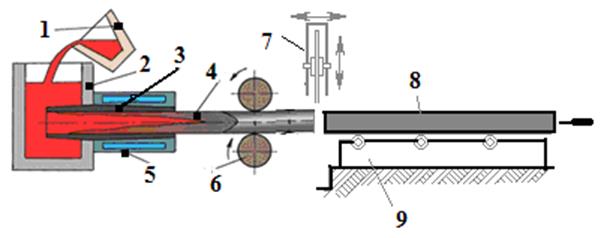 Рис. 36.12. Непрерывное литье
Жидкий металл из ковша 1 заливается в металлоприемник 2 и через графитовую насадку 3 поступает в водоохлаждаемый кристаллизатор 5. В кристаллизаторе жидкий металл затвердевает, образуя непрерывную отливку 4, которая вытягивается с определенной скоростью тянущими роликами 6. Профиль отливки формируется внутренней полостью графитовой насадки 3. Далее, отливка разрезается дисковой пилой 7 на мерные куски 8, которые поступают на рольганг 9.
Преимущества: отливки не имеют усадочных раковин и пористости.
Рис. 36.12. Непрерывное литье
Жидкий металл из ковша 1 заливается в металлоприемник 2 и через графитовую насадку 3 поступает в водоохлаждаемый кристаллизатор 5. В кристаллизаторе жидкий металл затвердевает, образуя непрерывную отливку 4, которая вытягивается с определенной скоростью тянущими роликами 6. Профиль отливки формируется внутренней полостью графитовой насадки 3. Далее, отливка разрезается дисковой пилой 7 на мерные куски 8, которые поступают на рольганг 9.
Преимущества: отливки не имеют усадочных раковин и пористости.
|
 Образцы отливок, полученных непрерывным литьем
Непрерывным литьем получают отливки с параллельными образующими из чугуна, медных, алюминиевых и других сплавов
Образцы отливок, полученных непрерывным литьем
Непрерывным литьем получают отливки с параллельными образующими из чугуна, медных, алюминиевых и других сплавов
|