Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Лабораторная работа № 1
|
|
Лабораторная работа № 1
СРЕДСТВА ИЗМЕРЕНИЯ С НЕПОСРЕДСТВЕННОЙ ОЦЕНКОЙ.
ЛИНЕЙНЫЕ И УГЛОВЫЕ ИЗМЕРЕНИЯ, РАБОТА СО ШТАНГЕНЦИРКУЛЕМ, МИКРОМЕТРОМ, УГЛОМЕРОМ
Оренбург 2012
Лабораторная работа № 1
СРЕДСТВА ИЗМЕРЕНИЯ С НЕПОСРЕДСТВЕННОЙ ОЦЕНКОЙ.
ЛИНЕЙНЫЕ И УГЛОВЫЕ ИЗМЕРЕНИЯ, РАБОТА СО ШТАНГЕНЦИРКУЛЕМ, МИКРОМЕТРОМ, УГЛОМЕРОМ
1 Цель работы
1.1 Освоить метод непосредственной оценки с отсчётом по шкале и нониусу, при помощи линейных средств измерения: штангенциркуля, микрометра и угломера универсального.
1.2 Изучить устройство и принцип действия данных линейных средств.
1.3 Произвести измерения изучаемого объекта.
1.4 Сделать вывод по результатам проделанной работы.
1.5 Результаты оформить в виде отчета и подготовить к защите.
2 Оборудование и принадлежности
2.1 Штангенциркули:
- типаШЦ-I, предел измерения от О до125 мм, цена деления 0, 1 мм;
- типаШЦ-II, предел измерения от О до250 мм, цена деления 0, 1 мм;
- типаШЦ-II, предел измерения от О до 250 мм, цена деления 0, 05 мм;
2.2 Микрометры типа МК:
- диапазон измерения от О до25 мм, цена деления0, 01 мм;
- диапазон измерения от 25 до 50 мм, цена деления 0, 01 мм;
- диапазон измерения от 75 до 100 мм, цена деления 0, 01 мм.
2.3 Угломеры универсальные:
- типа УМ – 2, диапазон измерения от 0 до 1800, цена деления 2';
- типа УМ – 5, диапазон измерения от 0 до 1800, цена деления 5';
2.4 Деталь для выполнения практических измерений и составления ее эскиза
3 Измерение линейных величин
3.1 Под измерением понимают сравнение величины (длины, площади и т.д.) с одноименной величиной, принимаемой за единицу. Единицы измерения регламентируются ГОСТ 8.417 - 2002.
Ни одно измерение не может быть произведено абсолютно точно. Между измеренным значением величины и ее действительным значением существует всегда некоторая разница, которая называется погрешностью измерения.
Точность измерения характеризует ту ошибку, которая неизбежна при работе самыми совершенными измерительными инструментами. Повышения точности измерения можно добиться путем повторного измерения с последующим определением среднего арифметического значения, полученного в результате нескольких измерений.
3.2 К наиболее распространенным инструментам для измерения линейных величин при обработке металлов относятся измерительные металлические линейки, штангенинструменты, микрометрические инструменты. Все эти инструменты являются шкальными (штриховыми), так как имеют шкалу с делениями.
3.3 Измерительные металлические линейки применяют для грубых измерений. Их изготовляют с верхними пределами измерения до 150; 300; 500; 1000 мм и ценой деления (т. е. расстояния между штрихами деления) 0, 5 или 1 мм. Погрешность измерения ± 0, 5 мм.
3.4 Штангенинструменты применяют для более точных измерений. К ним относят:
- штангенциркули, служащие для измерения наружных и внутренних диаметров, длины, толщины деталей и т. п. (рисунок l);
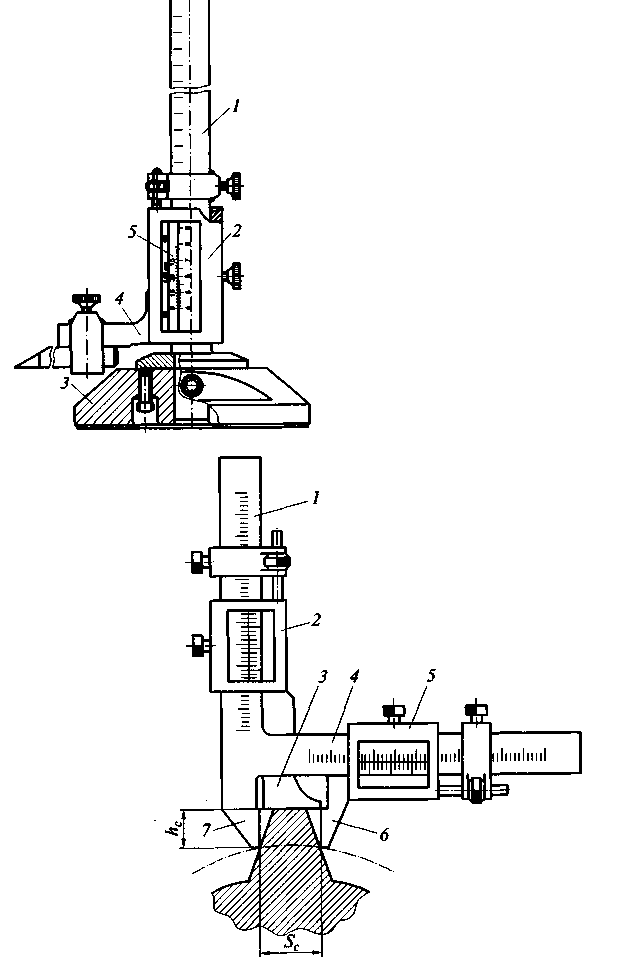
- штангенрейсмусы, служащие для выполнения разметки и измерения высот от плоских поверхностей (рисунок 2 а).
- штангензубомеры с нониусом, применяемые для измерения толщины зубьев цилиндрических зубчатых колес (рисунок 2 б);
- штангенглубомеры, предназначенные для измерения глубины глухих отверстий, измерения канавок, пазов, выступов (рисунок 2 в).
Все указанные штангенинструменты основаны на применении нониусов, по которым отсчитываются дробные доли делений основных шкал.

д
а – типа ШЦ – I; б - типа ШЦ – II; в - типа ШЦ – III; г - отсчет по нониусу; д - типы нониусов;
1- штанга; 2 - губки; 3 - подвижная рамка; 4 - зажим; 5 - шкала нониуса; 6 - линейка глубиномера; вспомогательная рамка 7 с зажимом и микроподачей.
Рисунок 1 - Конструкция штангенциркулей
Среди штангенинструментов наиболее широкое применение имеют штангенциркули. Они бывают трех типов:
- ШЦ-I (с пределами измерений от 0 до 125 мм и ценой деления 0, 1 мм);
- ШЦ-II (пределы измерений от 0 до 200 и от 0 до 320 мм, цена деления 0, 05 и 0, 1 мм);
- ШЦ-III (пределы измерений от 0 до 500 мм; от 250 до 710 мм; от 320 до 1000 мм; от 500 до 1400 мм; от 800 до 2000 мм, цена деления 0, 1 мм).
|
| в) |
| б) |
| а) |

а – штангенрейсмус; б) – штангензубомер; в – штангенглубомер.
Рисунок 2 – Штангенинструменты
Рассмотрим устройство штангенинструментов на примере широко распространенного штангенциркуля ШЦ-I (рисунок 1 а). Он состоит из штанги 1, на которой нанесена шкала с миллиметровыми делениями и измерительных губок 2. Заодно со штангой выполнены неподвижные измерительные губки. По штанге перемещается подвижная рамка 3 с подвижными губками и жестко скрепленным с ней глубиномером 6. Рамка во время измерения закрепляется на штанге зажимом 4. Нижние губки служат для измерения наружных размеров, а верхние - внутренних.
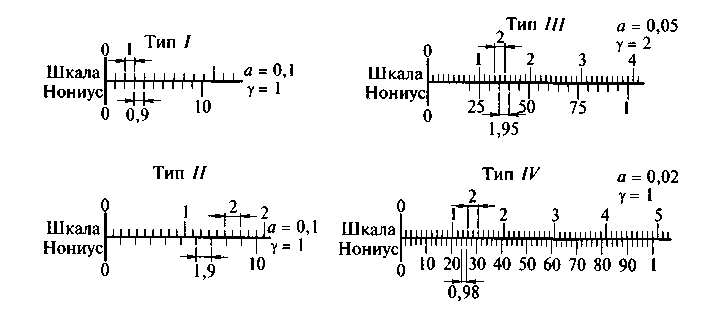
На скошенной грани рамки 3 нанесена шкала 5 нониуса. Шкала нониуса длиной 9 мм разделена на 10 равных частей, и, следовательно, величина каждого деления нониуса равна 0, 9 мм.
Разность между величинами двух делений штанги и одного деления нониуса составляет 0, 1 мм.
При сомкнутых губках нулевой штрих нониуса совпадает с нулевым штрихом шкалы штанги, первый штрих нониуса отстает от второго штриха шкалы на 0, 1 мм, второй штрих нониуса отстает от четвертого штриха шкалы уже на 0, 2 мм, третий - от шестого на 0, 3 мм и т. д. Если раздвинуть губки штангенциркуля на 0, 1 мм, то первый штрих нониуса (не считая нулевого) совпадет со вторым штрихом штангенциркуля. Если раздвинуть губки на 0, 2 мм, то совпадут второй и четвертый штрихи, на 0, 3 мм - третий и шестой и т. д.
Таким образом, при измерении штангенциркулем целые миллиметры отсчитываются непосредственно по шкале штанги до нулевого штриха нониуса, а дробные (в данном случае десятые) доли миллиметра - по шкале нониуса. При этом дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета (0, 1 мм) на порядковый номер штриха нониуса (не считая нулевого). При чтении показаний штангенциркуль держат прямо перед глазами.
Штангенциркули более высокой точности отличаются от описанного градуировкой шкалы нониуса. Например, штангенциркуль с точностью измерений до 0, 05 мм также имеет штангу с миллиметровой шкалой, а шкала нониуса длиной 39 мм разделена на 20 равных частей, и, следовательно, величина ее деления составляет 1, 95 мм. В этом случае, при установке на нуль, первый штрих шкалы нониуса отстаёт от второго штриха шкалы штанги на 0, 05 мм, второй штрих нониуса отстает от четвертого штриха штанги на 2∙ 0, 05 = 0, 1 мм и т. д. Очевидно, что если с соответствующим штрихом штанги совпадет, например, пятый штрих нониуса, то избыток сверх целого числа миллиметров составит 5 ∙ 0, 05 = 0, 25 мм. Прибавляя эту величину к целому числу миллиметров, согласно показаниям шкалы штанги до нулевого штриха нониуса находят искомый размер с точностью до 0, 05 мм.
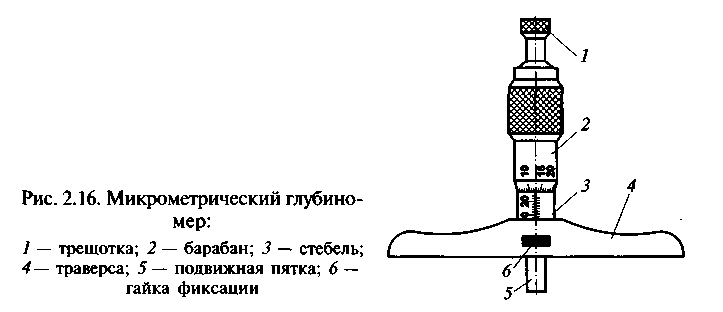
3.5 Микрометрические инструменты (рисунки 3 и 4) позволяют производить измерения с точностью до 0, 01 мм. К ним относятся микрометры, служащие для измерения наружных размеров (рисунки 3 а – 3 в); микрометрические глубиномеры, предназначенные для измерения глубины пазов, отверстий и высоты уступов (рисунок 3 д); микрометрические нутромеры, применяемые при измерении внутренних размеров (рисунок 3 е); микромет-
ры резьбовые со вставками, применяемые для измерений среднего диаметра

|
|
| д) Микрометрический глубиномер: |

|
| е) |
Рисунок 3 – Конструкция микрометров

|
резьбы (рисунки 4 а – 4 в); микрометрический нормалемер, применяемый для измерения колебания длины общей нормали в зубчатых колесах (рисунок 4 г).
Принципиальное устройство всех указанных микрометрических инструментов основано на использовании одинакового измерительного механизма - микрометрического винта.
Рассмотрим устройство наиболее распространенного микрометрического инструмента - микрометра для измерения наружных размеров с точностью до 0, 01 мм (рисунки 3 а, 3 б).
Он состоит из скобы 1 с пяткой 2 и стебля 3, внутрь которого ввернут микрометрический винт 4. Торцы пятки и микрометрического винта являются измерительными поверхностями. Винт жестко скреплен с барабаном 5. На стебле нанесены верхняя и нижняя части продольной шкалы с миллиметровыми делениями относительно продольной оси стебля, причем верхняя часть шкалы сдвинута вправо относительно нижней части шкалы строго на 0, 5 мм.
На конической части барабана также нанесена шкала, делящая окружность на 50 равных частей.
Главной частью микрометра является точный микрометрический винт с шагом резьбы 0, 5 мм. При повороте на один полный оборот он перемещается вдоль оси на 0, 5 мм, за половину оборота - на 0, 25 мм, а за одну пятидесятую часть оборота - на 0, 01 мм. Если коническая часть барабана микрометра разделена на 50 равных частей, то при повороте барабана на одно деление винт переместится в продольном направлении на 0, 01 мм, при повороте барабана на два деления - на 0, 02 мм и т. д.
Так как излишний нажим винта на измеряемую деталь может вызвать неточность измерения, то для регулирования измерительного усилия микрометр имеет трещотку 7. Трещотка соединена с винтом так, что при увеличении измерительного усилия свыше 9 Н она не вращает винт, а проворачивается с характерными щелчками.
Для фиксации полученного размера служит стопор, выполненный, как правило, в виде винта с пластмассовым маховичком черного цвета, и ввернутый в скобу микрометра.
3.6 Измерение угловых величии
Для измерения угловых величин применяют угломеры. Они изготавливаются следующих типов: УМ - для измерения наружных углов, УН - для измерения наружных и внутренних углов.
|
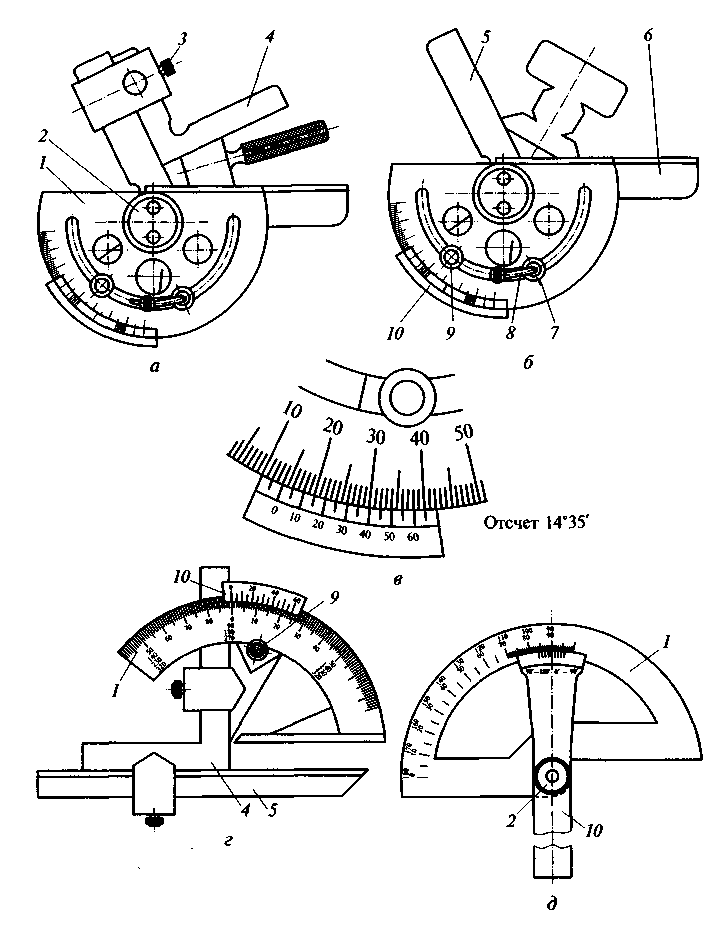
Рисунок 5 - Угломеры с нониусом: а и б – угломеры типа УМ (l – основание (полудиск) с градуированной шкалой; 2 - ось; 3 – стопор; 4 - угольник; 5 - линейка подвижная; 6 - линейка неподвижная; 7 – гайка; 8 - микрометрическая подача; 9 - стопор; 10 – нониус); в – порядок отсчета по нониусу; г и д - угломеры типа УН (1 – основание; 2 - ось; 4 – угольник; 5 - линейка съемная; 9 – стопор; 10 – нониус).
Угломер типа УМ с величиной отсчета по нониусу 2' (рисунок 5 а и 5 б) применяют для измерения наружных углов от 0 до 180°. Он имеет полукруглое основание (полудиск) 1 со шкалой, соединенное со съемным измерительным угольником 4 и подвижной линейкой 5, вращающейся на оси 2 вместе с нониусом 10. Точную установку подвижной линейки 5 осуществляют вращением гайки 7 при помощи микрометрической подачи 8 и фиксируют стопором 9. Угол между крайними штрихами шкалы нониуса, равный 29°, разделен на 30 равных частей. Угол между соседними штрихами нониуса равен (60 ∙ 29) / 30 = 58', что на 2' меньше 1°. Поэтому шкала нониуса имеет цену деления 2'.

Рисунок 6 – Измерение угломером типа УМ: 1-полудиск со шкалой;
2-подвижный сектор с нониусом; 3-стопорный винт; 4-линейка; 5-измеряемая деталь.
Угломер типа УН (рисунок 5 г и 5 д) имеет величину отсчета по нониусу 2' и 5'. Он является наиболее удобным для измерения наружных углов от 0 до 180° и внутренних углов от 40 до 180°.
Угломер имеет полукруглое основание 1, на котором закреплена линейка 5. Сектор с нониусом 10 перемещается по основанию 1 и после установки закрепляется стопором 9. Микрометрическая подача нониуса осуществляется вращением микрометрического винта.
К сектору при помощи державок крепится угольник 4, а к нему присоединяется съемная линейка 5.
Основная шкала угломера типа УН построена несколько иначе, чем у угломера УМ. Слева направо на шкале нанесены деления от 50 до 90°, затем от 0 до 50°. Ниже расположены цифры, по которым производятся отсчеты от 140 до 230°, а еще ниже - от 230 до 320°.
Если на угломере установлены угольник и линейка, то им можно измерять углы от 0 до 50°. Если убрать угольник и закрепить на его месте линейку, то можно измерять углы от 500 до 140°, если же убрать линейку и оставить только угольник, то можно измерять углы от 1400 до 230°. При отсутствии линейки и угольника измеряются углы от 2300 до 3200.
4 Технические сведения
Правила обращения со штангенинструментами, микрометрическими инструментами и угломерами:
- при измерении деталей нельзя сильно зажимать их, так как может возникнуть перекос движка и показания будут неверными;
- нельзя допускать ослабления посадки движка на штанге - это приводит к перекосу ножек и к ошибкам измерения.
Т е х н и к а и з м е р е н и я ш т а н г е н ц и р к у л е м
При измерении наружного диаметра:
- берут штангенциркуль в левую руку и ослабляют зажимной винт рамки;
- разводят губки на размер, несколько больший диаметра измеряемой детали;
- помещают деталь между губками и передвигают подвижную рамку до соприкосновения губок с поверхностью детали, закрепляют рамку зажимным винтом;
- вынимают деталь из промежутка между губками и считывают показания.
При измерении внутреннего диаметра:
- берут штангенциркуль в левую руку и ослабляют зажимной винт;
- устанавливают губки для измерения внутренних размеров на размер несколько меньший измеряемого диаметра;
- вводят губки в отверстие и передвигают подвижную рамку до соприкосновения губок с поверхностью отверстия, закрепляют рамку зажимным винтом;
- вынимают губки из отверстия и прочитывают результат.
При измерении глубины отверстия (уступа);
- берут штангенциркуль в левую руку и ослабляют зажимной винт;
- упирают торец штанги в верхний край измеряемого отверстия и, перемещая подвижную рамку, вводят линейку глубиномера в отверстие до упора, закрепляют рамку зажимным винтом;
- вынимают глубиномер из отверстия и прочитывают результат.
Т е х н и к а и з м е р е н и й м и к р о м е т р о м
Перед измерением проверяют нулевое положение микрометра. Вращением микрометрического винта за трещотку сводят измерительные поверхности до соприкосновения между собой или с установочной мерой при пределах измерения не от нуля. Вращение прекращают после появления щелчков трещотки. Проверяют показания микрометра.
Если нулевые штрихи на шкалах стебля и барабана не совпадают, то производят установку микрометра на нуль, для чего при сведенных измерительных плоскостях стопорят микрометрический винт, отворачивают колпачок (гайку), прикрепляющий барабан к микрометрическому винту, освобождают барабан от сцепления с винтом, поворачивают его до совпадения нулевого штриха с продольным штрихом стебля и снова закрепляют барабан.
При измерении микрометр берут левой рукой за скобу, а большим и указательным пальцами правой руки вращают головку барабана за трещотку до тех пор, пока измерительные поверхности микрометра не будут охватывать измеряемую часть детали. Затем вращением винта трещоткой сводят измерительные поверхности до плотного соприкосновения их с измеряемой деталью и появления щелчков трещотки. После этого читают показания микрометра. Целые миллиметры и половинные доли миллиметра отсчитывают на шкале стебля, а сотые доли миллиметра - по шкале скоса барабана (рисунок 3 в).
Правила обращения с микрометрическими инструментами:
- в процессе измерения барабан трещотки вращают плавно и не слишком быстро, так как резкая подача винта и сильный зажим измеряемой детали ведут к неправильным показаниям измерения и преждевременному износу винта;
- нельзя измерять микрометрическими инструментами нагретые детали, так как показания при этом будут неточными;
- не разрешается измерять микрометрами черные, грубо обработанные и грязные поверхности деталей.
Т е х н и к а и з м е р е н и я н а р у ж н ы х у г л о ву г л о м е р о м т и п а У М
Перед измерением проверяют нулевое положение нониуса угломера, для чего измерительные поверхности съемной и подвижной линеек накладывают друг на друга без просвета. Нулевые штрихи основания и нониуса должны при этом совпасть.
При измерении угломер накладывают на поверхность детали линейкой основания и, прижимая слегка правой рукой деталь к измерительной поверхности, постепенно перемещают подвижную линейку до полного соприкосновения без просвета с другой стороной детали. Затем фиксируют это положение угломера стопором и читают показание.
Так как нониус угломера построен на таком же принципе, как и нониус штангенциркуля, то сохраняется и принцип отсчета показаний. Целое число градусов отсчитывают по шкале основания слева направо до нулевого штриха нониуса, а доли градуса в минутах - по первому совпадающему штриху шкалы нониуса с соответствующим штрихом шкалы основания. Например, если нулевой штрих нониуса установился в промежутке между штрихами шкалы основания правее 32°, а одиннадцатый (не считая нулевого) штрих шкалы нониуса совпал со штрихом шкалы основания, то размер измеряемого угла будет равен 32°+ 11 ∙ 2' = 32° 22'.
При измерении острых углов на подвижную линейку угломера устанавливают измерительный угольник и размер угла определяется непосредственно по шкалам, как было указано ранее. При измерении тупых углов измерительный угольник снимают и к размеру, прочитанному по шкалам, необходимо добавлять 90°. Например, измерение тупого угла угломером дало показание 28°36'.Это значит, что действительный угол составляет 28°36'+ 90° = = 118°36'.
5 Практическая часть лабораторной работы
У выбранной детали провести измерения основных размеров. При этом, в зависимости от конструкции детали, шероховатости ее поверхностей необходимо определить и выбрать соответствующее средство измерения, т.е. обосновать и грамотно применить штангенциркуль или микрометр.
Начертить от руки эскиз детали, проставив размеры, полученные при обмере детали. Эскиз должен соответствовать требованиям ЕСКД, т.е. должен быть выполнен на формате А4 ГОСТ 2.301-68 «ЕСКД. Форматы» с основной надписью по форме 1 ГОСТ 2.104 – 2006 «ЕСКД. Основные надписи».
В выводе работы отразить какие практические навыки при работе получены, и с какими инструментами.
6 Контрольные вопросы
1. Дайте понятие «Метод непосредственной оценки», достоинство и недостатки метода.
2. Какой метод измерения применен в измерительных инструментах с нониусом при отсчете результата наблюдения и в чем его смысл?
3. Укажите диапазон измерения штангенциркулем ШЦ – II (0- 250) для наружных и внутренних размеров.
4. Каким образом нормируются диапазоны измерения гладкими микрометрами по причине технологической сложности изготовления микрометрических головок?
5. Как производится отсчет показаний микрометра, дробная часть которых менее 0, 5 мм?
6. Как производится отсчет показаний микрометра, дробная часть которых более 0, 5 мм?
7. Как производится измерения и отсчет показаний угломера типа УМ при измерении острых углов?
7. Как производится измерения и отсчет показаний угломера типа УМ при измерении тупых углов?
|