Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Обработка бортов.
|
|
В обработке бортов изделий верхней одежды различных конструкций, видов
и моделей есть много общего. Однако характер и последовательность сборки бортов могут существенно различаться, что в значительной степени обусловлено конструкцией изделия и применяемыми материалами.
Все многообразие применяемых в промышленности способов сборки бортов можно разделить на четыре основные группы:
- сборка бортов до стачивания плечевых срезов;
- сборка бортов одновременно с обработкой воротника;
- сборка бортов в изделиях без подкладки;
- сборка бортов в форменной одежде. Основными операциями по сборке бортов являются:
1. формование полочек и соединение их с бортовой прокладкой или клеевыми прокладками;
2. выстегивание лацканов, если предусмотрено в технических условиях на модель;
3. уточнение бортов и низа изделия;
4. прокладывание кромки и обтачивание бортов;
5. выметывание и закрепление краев борта;
6. в зависимости от метода обработки и вида изделия соединение боковых срезов.
Формование может быть самостоятельной операцией, осуществляемой напрессах со специальными подушками. Соединение полочек с бортовой прокладкой клеевым способом происходит формование полочек и бортовой прокладки одновременно, а в изделиях с многослойной прокладкой – и сборка частей прокладок. При ниточном способе соединение бортовой прокладки заключается в прокладывании строчки по линии перегиба лацкана, по срезам горловины, плечевым срезам и проймы. Лацканы выстегивают для придания дополнительной жесткости. Операцию выполняют на специальной машине, полуавтомате или клеевым способом.
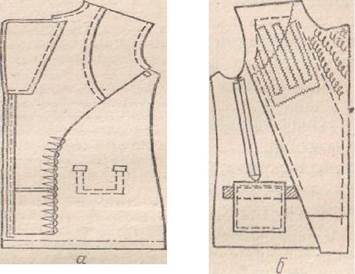
Рисунок 7. Соединение бортовой прокладки с полочкой
Уточнение бортов и низа изделия выполняют вспомогательными лекаламидля уточнения размерных признаков изделия, нанесения ширины подгиба низа и уточнения среза борта. Уточняют линию низа изделия с целью установления окончательной длины изделия. Прокладывание кромки по борту и низу
изделия выполняют с целью фиксации формы, приданной полочкам при формовании, повышения ее устойчивости в процессе носки изделия и закрепления бортовых срезов прокладки. Кромку можно прокладывать клеевым или ниточным способом. Обычно клеевую кромку прокладывают электропаровым или паровым утюгом. В изделиях дублированных клеевой
прокладкой, по краю борта прокладывают клеевую или неклеевую кромку. Неклеевую кромку притачивают на стачивающей машине одновременно с обтачиванием бортов. В изделиях из тканей с повышенным содержанием синтетических волокон допускается обтачивание бортов без кромки. Обтачивание бортов, при котором нужную посадку на различных участкахподбортов выполняют на специализированных машинах с ножом для одновременной обрезки срезов. Величина припуска на шов зависит от способа обработки бортов. Выметывание бортов выполняют на машине однониточного цепного стежка таких, как 2222кл. АО «Орша» и др. Операция служит для придания бортам окончательной формы и временного закрепления этой формы. Закрепление края бортов можно выполнять ниточным или клеевым способами в зависимости от модели и вида материала. Боковые срезы соединяют до и после уточнения бортов в зависимости от метода обработки изделия. Боковые срезы стачивают на стачивающей машине, швы разутюживают, а настрочные заутюживают и настрачивают. В изделиях без подкладки в зависимости от модели и тканей боковые срезы соединяют стачным или запошивочным швом, швом «взамок», настрочным швом, стачным швом с одновременным об-метыванием срезов. В изделиях из натуральной кожи боковые срезы можно стачивать накладным швом с открытым срезом.
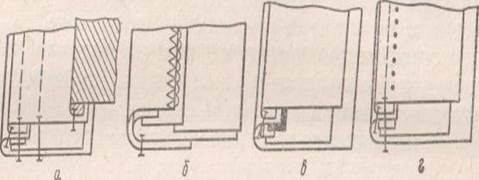
Рисунок 8. Обработка края борта.

Рисунок 9. Обработка низа бортов.
В процессе выполнения лабораторной работы студенты самостоятельно изучают варианты конструктивно-технологического решения заданных деталей и узлов, методы их обработки и сборки. Устанавливают последовательность этапов обработки деталей и узлов, и их содержание.
На первом этапе лабораторной работы студенты должны ознакомиться с основными сведениями по обработке бортов и изучить варианты конструктивно-технологического решения при обработке бортов.
На втором этапе изучить методы обработки заданного вида сборки бортов. Составить спецификацию деталей кроя и лекал. Спецификацию деталей приводят в таблице 1.
Таблица 1.
Спецификация деталей______________________
(наименование узла)
| Номер детали на | Наименование | Назначение | Количество | |
| схематическом | детали | детали | ||
| разрезе узла. | ||||
| Деталей кроя | Лекал | |||
На третьем этапе студенты выполняют схематический разрез заданного узла сборки борта с указанием деталей узла и технических условий выполнения неделимых операций.
На следующем этапе перед составлением технологической последовательности обработки необходимо составить схему обработки и сборки заданного узла.
Технологическая последовательность обработки заданного узла составляется на основе нормативно-технической документации, промышленной технологии поузловой обработки верхней одежды и других источников по технологии изготовления изделий. При составлении последовательности обработки узла необходимо правильно применять терминологию ручных, машинных, утюжильных и прессовых неделимых операций, определять разряд выполнения работ и затраты времени на их выполнение. Технологическая последовательность узла представляется в таблице 2.
Таблица 2. Технологическая последовательность обработки__________________________
(наименование узла)
| № | Содержание | Специальность | Разряд | Время | Оборудование, |
| неделимой | неделимой | обработки | приспособления, | ||
| операции | операции | инструменты | |||
| Итого |

Составленная технологическая последовательность обработки заданного узла должна отражать содержание и основные характеристики неделимых операций, необходимые для дальнейших инженерных расчетов.
Для установления взаимосвязи технологических операций при изготовлении узла, определения порядка их выполнения в технологическом процессе составляется граф процесса изготовления заданного узла. Образец в приложении к методическим указаниям.
Направление совершенствования принятых в работе методов обработки и сборки деталей и узлов предлагается в виде изменения типа оборудования, методов обработки или вспомогательных материалов.
Изменение типов оборудования предусматривает замену универсальных машин на специализированные, специальные, полуавтоматы или автоматы, с указанием их марок или замену ручной обработки на машинную.
Изменение методов обработки заключается в замене ниточных методов крепления - клеевыми, сварными, комбинированными или ниточными, но более технологичными.
При замене вспомогательных материалов рекомендуется применение синтетических и клеевых ниток, новых клеевых прокладочных материалов и клеевых композиций.
На последнем этапе лабораторной работы студент должен сформулировать направление совершенствования методов обработки заданного вида борта, то есть дать вывод проделанной работе.
Требования к отчету.
Отчет должен быть оформлен согласно этапам работы и содержать: спецификацию деталей кроя и лекал заданного узла, схематический разрез узла, схему сборки, технологическую последовательность обработки узла, граф технологического процесса, предложения по совершенствованию методов обработки кармана.
Литература.
1. Савостицкий А.В., Меликов Е.Х. Технология швейных изделий. М, 1982.
2. Меликов Е.Х., Золотцева Л.В., Мурыгин В.Е. и др. Лабораторный практикум по технологии швейных изделий. М, 1988.
3. Основы промышленной технологии поузловой обработки верхней одежды/Куликова Т.И., Бобылева Л.И., Гущина К.Г. и др./ М, 1976.
4. СССР. Министерство легкой промышленности. Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении швейных изделий. М, 1983.
5. Справочник по швейному оборудованию. / Зак И.С., Горохов И.К., Воронин Е.И. и др./ М, 1981.
6. Единый тарифно-квалификационный справочник работ и профессий рабочих, выпуск 49, раздел «Швейное производство». М, 1986.
7. Отраслевые поэлементные нормативы времени по видам работ и оборудования при пошиве верхней одежды. М, 1983.
Навчальне видання
Упорядник: Хасанова Каусарія Сагітовна Попова Тетяна Іванівна
ТЕХНОЛОГІЯ
ВИГОТОВЛЕННЯ ВИРОБІВ
методичні вказівки до виконання
лабораторної роботи з теми: «Технологічні процеси виготовлення кишень
в швейних виробах»
для студентів денної та заочної форм навчання напрямів підготовки 6.010104 «Професійна освіта. Технологія виробів легкої
промисловості», 6.010104 «Професійна освіта. Дизайн»
Відповідальний випусковий: Рябчиков М.Л.
Формат 60X84 1/16. Умов. друк. арк. 2 Тираж 30 прим.

© Українська інженерно-педагогічна академія 61003, м. Харків, вул. Університетська, 16
