Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Расчет необходимого количества производственных рабочих
|
|
Расчет числа производственных рабочих
Проектирование планировки участка по ремонту агрегатов автомобилей ЗИЛ-130.
К производственным рабочим относятся рабочие зон и участков, непосредственно выполняющие работы по ТО и ТР автомобилей. Различают технологически необходимое (явочное) и штатное число рабочих.
Технологически необходимое число рабочих:
 (2.16)
(2.16)
где ТГ - годовой объем работ по зонам ТО, ТР или участку, чел.·час;
ФТ - головой номинальный фонд времени технологически необходимого рабочему;
ФТ = 1840 ч - для производств с нормальными условиями труда.

Штатное число рабочих:
 (2.17)
(2.17)
где ФШ - годовой эффективный фонд времени штатного рабочего (отличается от ФТ -на время отпуска, болезни и выполнение гос. службы), ч;
ФШ =1640 ч - для производств с нормальными условиями труда;


принимаем на участок по ремонту агрегатов 4 штатных рабочих IV, V разряда. два рабочих IV и два рабочих V разряда.
Режим работы односменный пять рабочих работают в первую смену.
КОНДУКТОР
При проектирования операции сверления и зенкерования окончательно определяется комплект баз, на которые будет устанавливаться заготовка при обработке.
Согласно расчёту, погрешность базирования не превышает половины допуска на ширину паза.
Поэтому примем схему установки, показанную на рис.2.2 Заготовка (полуось) устанавливается на оправку D=150 мм, в вертикальной плоскости зажимается кондукторной плитой, обработка ведётся при вертикально расположенной оси вращения сверла.
Схема установки заготовки
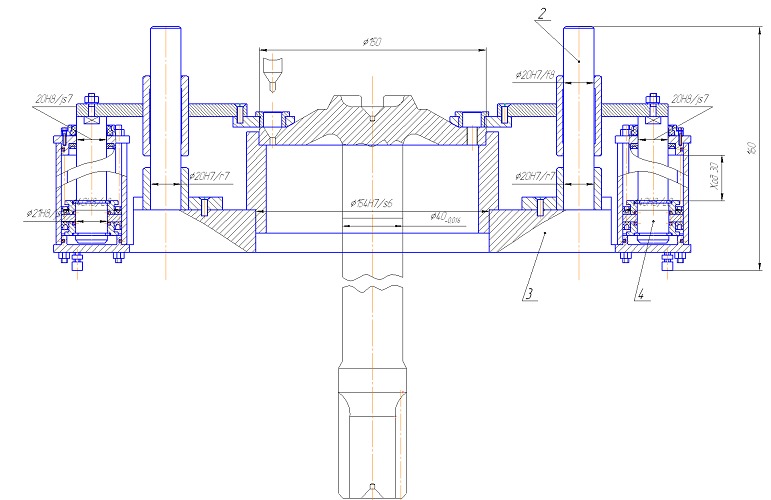
Рис. 2.2. Технологический эскиз на операцию сверление отверстия в детали, устанавливаемой в оправку