Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Маршрут обробки втулки
Стр 1 из 7Следующая ⇒
|
|
Додаток 13
Типовий маршрут обробки деталей типу планок
Вид заготовки – штаба
Матеріал – сталь
Число деталей з заготовки – 1
| №№ операцій | Зміст операцій | Схема базування (оснастка) | Обладнання |
| Відрізати заготовку від штаби | Площина – 3 точки Торець – 1 точка | Абразивно-відрізний автомат 8В262 | |
| Фрезерувати дві широкі поверхні в розмір D+0, 3мм під шліфування і дві поверхні в розмір В остаточно | Площина – 3 точки (гідролещата, налагодження двопозиційне) | Вертикально-фрезерний 6Т12 | |
| Фрезерувати два торця в розмір Б остаточно | Площина – 3 точки Торець – 1 точка (УНП) | Вертикально-фрезерний 6Т82Г | |
| Зачистити заусениці та притупити гострі кромки | Машина для зняття заусенців | ||
| Шліфувати дві широки поверхні в розмір остаточно | Площина – 3 точки (магнітна плита) | Плоскошліфувальний ЗП722DВ | |
| Зачистити заусениці та притупити гострі кромки | Машина для зняття заусенців | ||
| Фрезерувати два платика в розмір Т× Х остаточно. Свердлити, розточити та розгорнути один отвір Ø А/Ø Н остаточно. Фрезерувати паз Н× П остаточно, свердлити і зенкувати один отвір Ø Л/Ø М остаточно | Площина – 3 точки Бокова поверхня – 2 точки Торець – 1 точка (УЗПО) | Розточувально-свердлильно-фрезерний з ЧПК та інструментальним магазином 2254ВМФ4 | |
| Свердлити один отвір Ø Э | Та ж сама (кондуктор) | Вертикально-свердлильний 2Н125-1 | |
| Зачистити заусениці | Вібраційна машина ВМПВ-100 | ||
| Миття деталі | Мийна машина | ||
| Технічний контроль | |||
| Хімічне оксидування | |||
| Нанесення антикорозійного покриття |
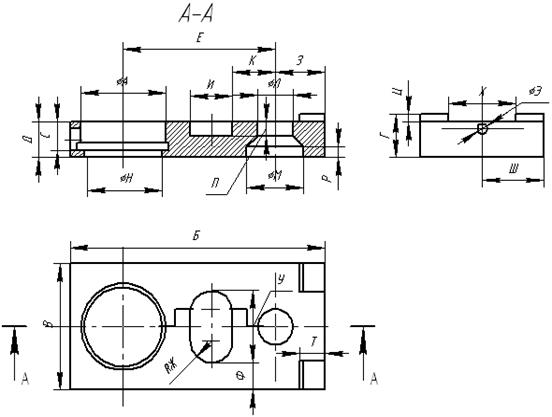
Рис. 1. Планки до додатку 13 (1)
Рис. 2. Втулка до додатку 13 (2)
Маршрут обробки втулки
Розміри, мм
Вид заготовки – прокат
Матеріал – А12В
Число деталей з заготовки – 43
| №№ операцій | Зміст операцій | Схема базування (оснастка) | Обладнання |
| Випрямляти пруток | Прес Н5526 | ||
| Відрізати групову заготовку Ø 34 в розмір 2000 | Циліндрична поверхня -4 точки Торець – 1 точка | Абразивно-відрізний 8Б242 | |
| Виконати фаски на кінцях прутка під кутом 200 | Та ж сама | Токарний ХС 151 | |
| Центрувати торець під свердління, свердлити і зенкерувати отвір Ø 16Н7 до Ø 15, 79+0, 11 під розгортання, точити поверхню Ø 28е8 до Ø 28, 4-0, 13 під шліфування, проточити канавки в =3 і в =4, 7Н12, фаску остаточно. Відрізати деталь в розмір 40, 5 | Та ж сама (УЗПО) | Токарний автомат 1Е140 | |
| Миття деталі | Мийна машина | ||
| Підрізати другий торець в розмір 40, точити і розточити фаски. Розгорнути отвір Ø 16Н7 (+0, 018) остаточно | Та ж сама (патрон цанговий Вкладиш Ø 28) | Токарно-револьверний 1П340ПЦ | |
Шліфувати поверхню Ø 28е8  з підшліфуванням торця остаточно з підшліфуванням торця остаточно
| Та ж сама (оправка, центри, хомутик) | Круглошліфу- вальний ЗМ153Е | |
| Миття деталі | Мийна машина | ||
| Технічний контроль | Плита ГОСТ 10905-75 | ||
| Хімічне оксидування | |||
| Нанесення покриття |