Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
А — с встроенным цилиндром: б — регулируемый по высоте зажима; в — горизонтальный; г — шарнирный; д — прихват с механогидравлическим зажимом; е — механогидравлическая гайка
|
|
цилиндра (40, 50 и 60 мм) и составляет соответственно 920, 1460 и 2070 кгс.
Широкий диапазон зажима позволяет осуществить шарнирные гидравлические прижимы (рис. 59, г), разработанные ВПТИТЯЖМАШем. Прижим устанавливается и закрепляется в Т-образных пазах стола. Сила зажима передается прихвату от
шарнирно закрепленного цилиндра двухстороннего действия. Рабочее давление масла в цилиндре 50 кгс/см2. Регулирование прихвата по высоте в пределах от 40 до 220 мм осуществляется вращением гайки с накаткой.
При закреплении деталей на тяжелых металлорежущих станках применение групповых гидравлических установок с разводкой к отдельным прихватам вызывает нагромождение шлангов и затрудняет обслуживание станка. В этих случаях целесообразно применение механогидравлических устройств, приводимых в действие рукояткой или ключом и имеющих замкнутую гидравлическую систему. Сравнительно небольшое усилие (2—10 кгс), прилагаемое рабочим на рукоятке ключа, усиливается в сотни раз и достигает на прихвате 2000—10 000 кгс.
На рис. 59, д показан прихват с механогидравлическим зажимом для закрепления деталей на столах тяжелых продольнофрезерных, расточных и строгальных станков. При вращении винтов торцовым ключом с длиной рукоятки 150 мм и усилием 10 кгс гидроцилиндр создает на прихвате силу до 7500 кгс. Ход поршня зажимного устройства 10 мм. Механогидравлическая гайка (рис. 59, е) навинчивается вручную на винт до контакта прихвата с зажимаемой деталью. При вращении винта М10 торцовым ключом с усилием 2 кгс замкнутая гидросистема гайки создает силу на прихвате до 3750 кгс.
Механогидравлические устройства могут быть применены и для питания гидравлических прихватов специальных приспособлений.
Универсальная сборная оснастка. При наличии широкой номенклатуры стандартных деталей универсальные сборные приспособления (УСП) позволяют заменить до 70—80% специальной оснастки, что не только снижает затраты, но и сокращает сроки технологической подготовки производства. УСП эффективно применяются в единичном и мелкосерийном производстве. Основным недостатком являлось отсутствие в их конструкциях механизированных (гидравлических, пневматических и т. п.) зажимов. Это увеличивало время на установку и съем детали, и в условиях серийного выпуска заводы часто шли на применение специальной, хотя и более дорогой, оснастки. В последние годы создан ряд дополнительных элементов УСП, позволяющих механизировать зажим детали.
Для различных отраслей машиностроения разработаны, стандартизованы и изготовляются три типоразмера комплектов деталей для УСП, которые отличаются диаметром крепежа, шириной пазов и габаритными размерами основных элементов.
1. Комплект деталей универсальных сборных приспособлений с шириной паза 8 мм для обработки деталей небольших габаритов (220x120x100 мм). Конструкция и размеры элементов УСП-8 регламентируются ГОСТ 14582—69—ГОСТ 14607—69.
2. Комплект деталей универсальных сборных приспособлений с шириной паза 12 мм для обработки деталей средних габаритов
(700x400x200 мм). Конструкция и размеры элементов УСП-12 регламентируются ГОСТ 15436—70—ГОСТ 15465—70. Выпускаются две разновидности этого комплекта: пусковой комплект для заводов малой мощности с небольшим объемом механообработки и расширенный комплект для заводов с большим объемом механообработки.
3. Комплект деталей универсальных сборных приспособлений с шириной паза 16 мм для обработки крупных деталей (2500 X Х2500Х 1000 мм). Применяется на заводах тяжелого машиностроения. Конструкция и размеры элементов УСП-16 регламентируются ГОСТ 15636—70—ГОСТ 15761—70.
Ряд элементов УСП-8, УСП-12, УСП-16 и элементов универсальной сборной переналаживаемой оснастки иного вида, например универсальных сборных накладных кондукторов, переналаживаемых механизированных узлов и др., —взаимозаменяемы. Это расширяет область применения приспособлений.
Основные данные комплектов УСГ1-8, УСП-12 и УСП-16 приведены в табл. 17 (по материалам МГКТБ «Союзтехоснастка»). Дальнейшим развитием УСП является система переналаживаемых универсальных сборных приспособлений (ПУСП), разработанная МГКТБ «Союзтехоснастка». Комплект ПУСП представляет собой набор неразборных узлов, в том числе механизированных быстродействующих зажимов, из которых компонуются
различные приспособления для фрезерных, расточных, строгальных, сверлильных и других работ.
Элементы ПУСП позволяют производить установку и крепление обрабатываемых деталей непосредственно на столе станка. В состав комплекта ПУСП входят базовые и зажимные узлы и пневмогидравлические приводы. К базовым неразборным узлам относятся гидравлические тиски, плита с пневмоприводом, гидроблоки, представляющие собой плиту с несколькими гидроцилиндрами. Зажимные элементы представляют собой гидроцилиндры, эксцентриковые зажимы, универсальные прижимы и детали для их установки и крепления в различных положениях. Для быстрого зажима деталей при небольших усилиях резания применяются также эксцентриковые зажимы. В комплекте ПУСП отдано предпочтение неразборным узлам, ускоряющим процесс сборки и переналадки компоновок, сокращающим число стыков, что повышает жесткость приспособления и точность обработки.
Привод гидрофицированных элементов ПУСП осуществляется от пневмогидроусилителя, преобразующего давление сжатого воздуха (4—6 кгс/см2) в высокое (100—150 кгс/см2) давление масла, что позволяет получить необходимые силы зажима при сравнительно небольших размерах гидроцилиндров.
Присоединительные размеры базовых деталей основных узлов ПУСП взаимоувязаны с существующими комплектами универсально-сборных приспособлений с пазом 12 и 16 мм (УСП-12, УСП-16), что позволяет расширить возможность применения УСП путем компоновки быстродействующих механизированных приспособлений для обработки крупных партий деталей. Такие приспособления могут заменить ряд специальных приспособлений в серийном производстве и групповой обработке деталей, где обычно УСП не применялись.
ПУСП расширяют технологические возможности УСП и обладают рядом преимуществ, позволяющих им конкурировать с быстродействующими механизированными специальными или постоянными групповыми приспособлениями, применяемыми в серийном производстве.
Время на первичную сборку приспособлений и их переналадку сокращается вследствие применения неразборных узлов. Используя неразборные узлы при переходе от обработки одной детали к другой, можно заменить сборку переналадкой уже собранного приспособления, что требует в 3—4 раза меньше времени.
Наличие ПУСП позволяет применять групповой метод обработки при частой смене объектов производства и широкой номенклатуре обрабатываемых деталей, так как из комплекта ПУСП можно компоновать групповые приспособления, которые после окончания работы переналаживаются для обработки другой группы деталей.
Универсальная станочная оснастка. В мелкосерийном производстве для сверления отверстий в цилиндрических деталях
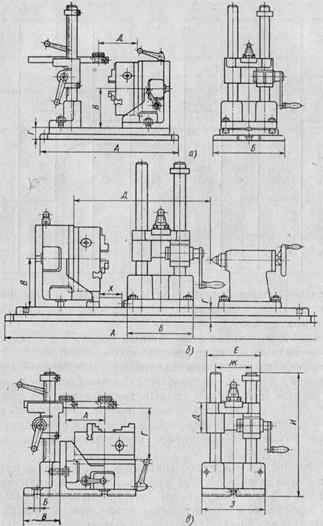
Рис. 60. Универсальный кондуктор для сверления деталей, зажатых в трех кулачковом патроне: