Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Трубы бурильные утяжеленные
|
|
Утяжеленные бурильные трубы сбалансированные УБТС-2
Утяжеленные бурильные сбалансированные трубы УБТС-2 изготовляются по ТУ 51-774—77 из хромоникельмолибденовых сталей и подвергаются термообработке только по концам (0, 8—1, 2м). Концы труб под термообработку нагревают с помощью специальных индукторов. Канал в УБТ получают сверлением, а механическая обработка обеспечивает необходимую балансировку труб. Условное обозначение: УБТС-2-178/3-147, ТУ 51-774—77 (труба с наружным диаметром 178 мм и резьбой 3-147). Длина труб 6, 0 м.
Утяжеленные бурильные трубы УБТС-2 (рис. 59) изготовляются в основном диаметрами 178, 203 и 229 мм.
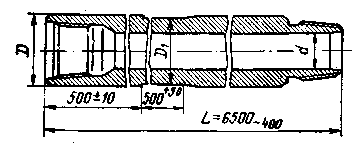
Рис. 59. Утяжеленная труба УБТС
Соединения ниппельного и муфтового концов труб выполняются с правой замковой резьбой по ГОСТ 5286—75, а для диаметров 254, 273 и 299 мм с резьбой 3-201 —по ГОСТ 20692—75 (рис. 60).
ля повышения сопротивления усталости резьбовых соединений на них протачиваются зарезьбовые разгружающие канавки ЗРК (см. рис. 60). Радиусы галтельных переходов на ЗРК ниппеля должны быть не менее 6 мм, у муфты — 8 мм. Применяются обкатка роликами и другие упрочняющие методы обработки.
Кривизна канала трубы относительно ее теоретической оси в середине трубы не должна превышать: для труб диаметрами 120 и 133 мм — 4, 5 мм; 146 и 178 мм — 3, 0 мм; для труб остальных диаметров— 2, 0 мм.
Биение наружной поверхности трубы относительно теоретической оси канала в середине трубы не должно превышать: для труб диаметром 120 и 133 мм — 6, 0 мм; 146 и 178 мм — 4, 0 мм; для труб остальных диаметров — 2, 0 мм.
При проверке биения на меньшем расстоянии от торцов труб допускаемое биение пропорционально уменьшается.
Допускается холодная правка труб (без подогрева) диаметрами 120, 133 и 146 мм до нарезания резьбы.
Разностенность тела трубы не должна превышать, (мм):
Для труб диаметрами 120, 133 и 146 мм........... 5, 0
Для труб остальных диаметров.......»..... 3, 5
Разностенность на длине резьбовой части допускается не более 1 мм.

Рис. 60. Резьбовые соединения утяжеленных бурильных труб:
а — соединение утяжеленных труб без зарезьбовых канавок; 6 — соединение утяжеленных труб с зарезьбовыми канавками; / — основная плоскость; 11 — длина резьбы с полным профилем
Утяжеленные бурильные трубы должны изготовляться из стали марки 38ХНЗМФА по ГОСТ 4543—71 со следующими механическими свойствами после термообработки:
Предел текучести ат, мПа, не менее............. 735
Относительное удлинение б5, %, не менее........... 10
Ударная вязкость KCV, кДж/м2, не менее.......... 588
Твердость НВ....... v............ 285—341
Допускается изготовление труб из других легированных марок сталей, например 40ХН2МА, с механическими свойствами после термообработки:
Предел текучести 0т, МПа, не менее........... 637
Относительное удлинение 6s, %, не менее........... 10
Ударная вязкость KCV, кДж/м2, не менее.......... 490
Твердость НВ, не менее............ 255
На наружной и внутренней поверхностях труб не должно быть плен, раковин, закатов, расслоений, трещин и песочин. Заварка и заделка дефектных мест не допускаются. Обнаруженные дефектные места на наружном диаметре могут быть вырублены, при этом глубина вырубки не должна превышать 5% от номинальной толщины стенки, а протяженность вырубленных мест— 100 мм в продольном направлении и 25 мм в поперечном. Количество вырубленных мест должно быть не более двух в разных сечениях, вырубка должна быть тщательно зачищена и иметь пологие края.
На участке менее 400 мм от конца трубы вырубка не допускается.
По наружному диаметру труб допускаются проточки отдельных мест, требуемые технологией механической обработки труб, на глубину не более 1 мм и общей протяженностью не свыше 400 мм. Проточки должны заканчиваться плавными, без подрезов, переходами.
В канале допускаются кольцевые зарезы от инструмента глубиной до 2 мм и длиной не более 50 мм с развалом уступов, а также долевые риски глубиной до 0, 5 мм от вывода инструмента.
С целью предохранения от коррозии наружные поверхности каждой трубы должны быть окрашены.
Упорные поверхности ниппельного и муфтового концов трубы должны быть без заусенцев, рванин, забоин и других дефектов; нарушающих плотность соединений. Не допускается наносить на них какие бы то ни было знаки маркировки.
Резьба должна быть гладкой, без забоин, выкрошенных ниток, заусенцев, рванин и других дефектов, нарушающих непрерывность резьбы. Резьба должна быть фосфатирована.
Отклонения разности диаметров (конусности) по наружному и среднему диаметрам наружной резьбы не должны превышать +0, 12 мм и по внутреннему и среднему диаметрам внутренней резьбы _0, 3 мм на длине резьбового конуса.
Резьба, зарезьбовые канавки и поясок диаметром D1 обкатываются роликом в соответствии с инструкцией ВНИИБТ.
Маркировка. На каждой трубе на расстоянии 0, 4 мм от ее ниппельного конца должна быть нанесена маркировка: товарный знак или наименование предприятия-изготовителя, условное обозначение трубы, порядковый номер трубы, марка стали, порядковый номер плавки, длина трубы (в см), дата выпуска, клеймо ОТК завода-изготовителя. Маркировка должна быть произведена четко клеймами. Все клейма должны быть выбиты вдоль образующей трубы и обведены светлой краской.
Упаковка и транспортирование. Наружная и внутренняя резьба труб и упорные поверхности должны быть надежно защищены предохранительными пробками и кольцами.
При навинчивании пробок и колец резьба и упорные поверхности должны быть смазаны антикоррозионной смазкой.
Каждая поставляемая партия труб должна сопровождаться документом (сертификатом), удостоверяющим соответствие их качества требованиям технических условий, в котором указываются: дата выпуска, номера плавок, порядковые номера труб (от — де для каждой плавки), наружный и внутренний диаметры, обозначения резьбы, длина труб, содержание серы и фосфора для труб каждой плавки, результаты механических испытаний металла труб.
При погрузке на автомашины трубы следует укладывать на брусья и привязывать к ним цепью с двух сторон.
Перед разгрузкой труб необходимо установить, что предохранительные пробки и кольца находятся на месте и затянуты.
Трубы должны храниться на стеллажах уложенными в один ряд, причем расстояние от поверхности земли должно быть не менее 0, 5 м, с тем чтобы уберечь их от влаги и грязи.