Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Продольно-строгальный двухстоечный станок модели 7212
|
|
Основные узлы станка (рис. 3): 1 —станина; 2 — стол; 3— траверса; 4 — вертикальные суппорты; 5 — подвеска пульта управления; 5 — портал; 7 — коробка подач вертикальных суппортов; 8 — коробка подач бокового суппорта; 9—привод стола; 10—боковой суппорт.
Техническая характеристика станка мод. 7212. Максимальные размеры обрабатываемой заготовки: длина 4000 мм, ширина 1250 мм, высота 1120 мм; скорость рабочего хода стола 4--80 м/мнн; обратного—12-80 м/мин; подачи вертикальных суппортов — горизонтальная 0, 5-25 мм/дв. х, вертикальная 0.25-12, 5 мм/дв. х; мощность электродвигателя привода стола 55 кВт.
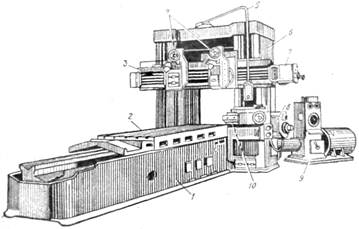
Рисунок 3 Общий вид продольно-строгального станка мод. 7212.
Станина станка изготовлена в виде чугунной отливки коробчатого сечения с двумя продольными направляющими — плоского и V-образного сечения. По направляющим станины возвратно-поступательно перемещается стол коробчатой формы, к нижней поверхности которого между направляющими прикреплена косозубая рейка привода. На рабочей поверхности стола имеются Г-образные пазы и стопорные отверстия для закрепления обрабатываемых заготовок.
Стол станка приводится в движение от электродвигателя (рис. 4) постоянного тока через механическую коробку скоростей Кс, что позволяет бесступеичато регулировать скорости рабочего и обратного ходов стола независимо друг от друга. Автоматический цикл движения стола состоит из медленного врезания резца в обрабатываемую заготовку, разгона стола до установленной скорости резания рабочего хода, уменьшения скорости перед выходом резца из металла, быстрого возврата стола со скоростью обратного хода. Для управления циклом имеется механизм, смонтированный на коробке скоростей.
Портал станка состоит из двух стоек, прикрепленных внизу к плоскостям станины, а сверху соединенных балкой. По вертикальным направляющим стоек портала перемещаются траверса и каретка бокового суппорта.
На траверсе расположены два вертикальных суппорта, коробка подач суппортов Кп коробка дублирования управления и механизм зажима.
Траверса (поперечина) может вертикально перемещаться относительно стоек портала, получая движение от электродвигателя Di через червячные передачи — и вертикальные ходовые винты t=8 мм, расположениые в стойках. Зажим траверсы на стойках сблокирован с ее перемещением. При нажатии кнопки из пульта управления на опускание или подъем траверсы вначале включается электродвигатель D3. освобождая ее от зажима, после чего включается электродвигатель Dt для перемещения. После перемещения траверсы, зажим срабатывает автоматически.
Все три суппорта получают горизонтальную или вертикальную подачу, а также быстрые -установочные перемещения от электродвигателей коробок подач. Для обработки плоскостей под углом каретки суппортов могут быть повернуты на угол ±60° при помощи червячной пары
Периодические подачи суппортов осуществляются в момент реверсирования стола с обратного хода на рабочий. В это время включается реверсивный электродвигатель D2, и движение передается через червячную передачу 2/58 на главный вал I коробки подач. На главном валу заклинен шпонкой диск 1, на котором установлен фрикцион 2, связан; пальцем с диском 3, несущим собачку храпового механизма. Храповым колесом z=60 и сблокированным с ним выходным зубчатым колесом г=55 движение передается на раздаточный вал 11и далее через г л колеса z=35 на колеса полумуфты с z=22, которые свободно сидя г ни четырех валах коробки подач и вращаются в разных направлениях. Для осуществления горизонтальных подач вертикальными суппортами служат верхний и нижний валы, связанные с винтами с шагом t=6X2 мм, тля вертикальных подач движение передается на средние ходовые валы.
Вал, через который осуществляется периодическая подача, прекращает вращение (и подачу), когда разжимная планка фрикциона подойдет к неподвижному упору и разожмет фрикцион. В начале рабочего хода стола кулачок нажимает на конечный упор реверса стола и электродвигатель D2 останавливается. При начале реверсирования стола с рабочего хода па обратный электроимпульс от переключателя реверса стола заставляет вращаться электродвигатель D2 в обратном направлении, но при этом собачка храпового колеса z=60 проскальзывает по зубцам и выходное зубчатое колесо z=55 остается неподвижным. При окончании реверсирования электродвигатель D2 останавливается.
Величина подачи зависит от изменения угла между неподвижным и подвижным упором 5; при вращении маховичка 5 через зубчатую передачу приводится во вращение подвижный упор, устанавливая требуемую подачу.
Для быстрых установочных перемещений суппортов одновременно с включением электродвигателя Dz включается электромагнит 4, сцепляющий червячное колесо 2=58 с храповым колесом 2=60, кулачковой муфтой Мг- Движение от электродвигателя /)2 будет передаваться через червячную пару 2/58и выходное зубчатое колесо z=55 на раздаточный вал II и далее по кинематической цепи подач.
Станкостроительная промышленность выпускает одностоечные продольно-строгальные станки моделей 7110, 7112 и 7116 с длиной обрабатываемых заготовок от 3 до 6 м, массой до 118 кН. Из двухстоечных продольно-строгальных станков изготовляются модели 7210, 7210-6, 7212, 7216, 7А256, 7А278, 7А288, 7289 с допустимым весом заготовок от 44 до 1960 кН; наибольший ход стола станка мод. 7289 может быть до 23 м.
Станки моделей IIC-6 и IIC-8 изготовляются со шлифовальными головками. Продольно-строгальный станок со шлифовальной головкой мод. НС-8 имеет четыре строгальных суппорта и один съемный шлифовальный, который устанавливается взамен поворотной части правого вертикального суппорта; встроенный электродвигатель шлифовального суппорта обеспечивает высокую плавность вращения шлифовального круга.
В промышленности также применяются кромкострогальные станки мод. 7806 и 7806В для обработки заготовок с допустимыми размерами 6X1, 5X0, 2 м и 12X1, 5X0, 2 м.