Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Глава 31
|
|
СБЕГ РЕЗЬБЫ, ФАСКИ, ПРОТОЧКИ
Для выполнения резьбы применяются различные специальные инструменты: плашки, метчики, фрезы, резцы.
Плашка (рис. 304, а) применяется для нарезания резьбы на стержнях (болтах, винтах, шпильках), т.е. наружной резьбы (рис. 304, а), метчик (рис. 305, а) – для внутренней резьбы в отверстиях деталей (рис. 305, в).
Плашки применяют для нарезания наружной резьбы на заранее подготовленной заготовке детали – стержне диаметром d (рис. 304, б). Метчики применяют для нарезания резьбы на заранее просверленном отверстии детали диаметром dl (рис. 305, б).
Режущая часть плашки состоит из двух частей: конической (заборной) и цилиндрической (калибрующей) (рис. 304, в). Поэтому на нарезаемом стрежне остается в конце резьбы неполноценный участок длиной /, с постепенно уменьшающимся по высоте профилем. Этот участок с неполноценной резьбой называется сбегом резьбы (рис. 304, в).
Если нарезаемая часть стержня ограничивается какой-либо опорной поверхностью (буртиком, головкой, заплечиком и т.п.), то при нарезании
резьбы плашка (во избежание поломки) обычно не доводится до упора в эту поверхность. При этом на стержне остается участок, называемый недоводом резьбы (рис. 304, в). Участок стержня l 2, включающий в себя сбег и недовод, называется недорезом резьбы.
На рис. 305, б представлено глухое (несквозное) отверстие, на его дне изображено коническое углубление, остающееся от сверла. Угол при вершине конуса равен 120°, его размеры на чертежах не наносятся. У метчика, как у плашки, имеется заборная часть и калибрующая. При нарезании резьбы метчиком (рис. 305, в) образуется сбег резьбы l 3. определяемый заборной частью метчика, и резьба полного профиля. При нарезании резьбы в глухом отверстии метчик (во избежание его поломки) не доводится до упора в дно отверстия, поэтому будет иметь место недовод резьбы и, следовательно, недорез резьбы l 4 (рис. 305, в).
На рис. 306, а и б изображены чертежи стержня и отверстия с резьбой. При необходимости сбег резьбы на чертежах изображают сплошной тонкой линией. На выносных элементах изображены формы сбегов резьбы.
Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце
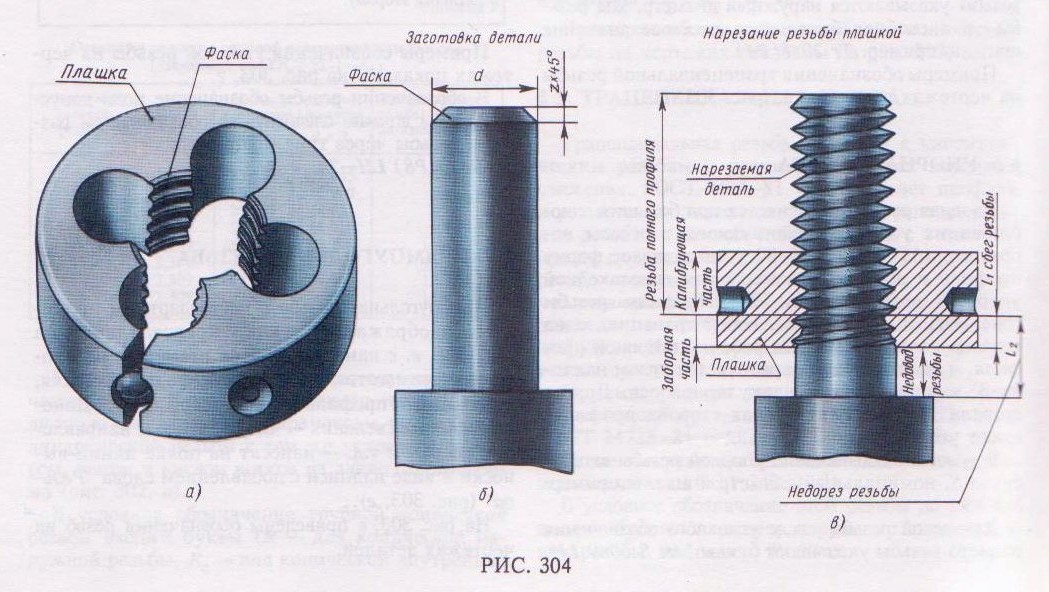
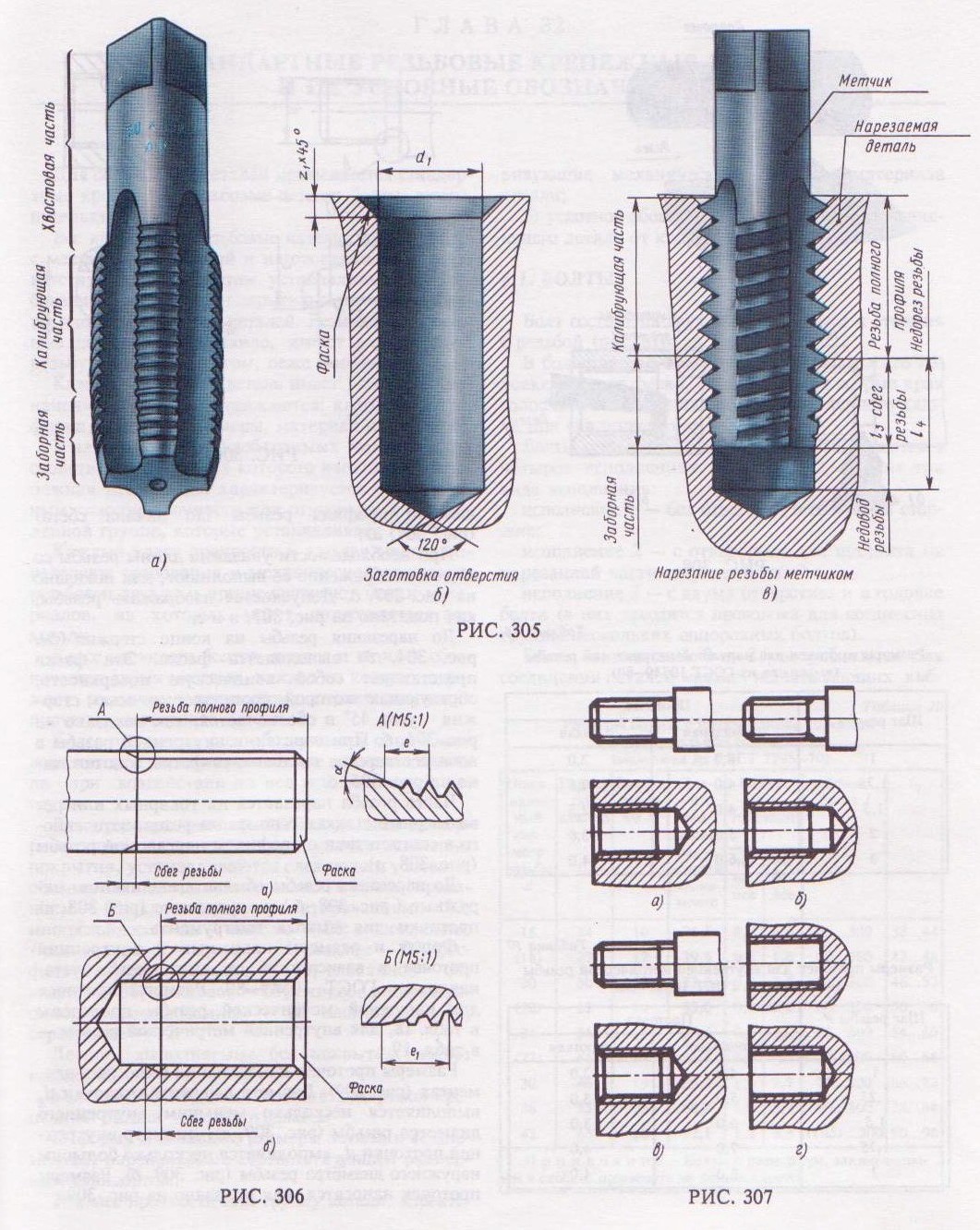
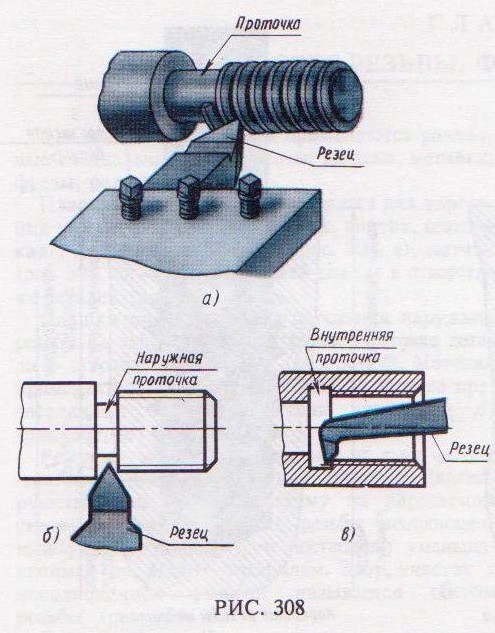
Таблица 18
Размеры проточек для наружной метрической резьбы {выдержка из ГОСТ 10549-80)
| Шаг резьбы Р | Проточка | ||
| нормальная | узкая | ||
| 3, 0 | 2, 0 | ||
| 1, 25 | 4, 0 | 2, 5 | |
| 1, 5 | 4, 0 | 2, 5 | |
| 5, 0 | 3, 0 | ||
| 6, 0 | 4, 0 |
Таблица 19
Размеры проточек для внутренней метрической резьбы (выдержка из ГОСТ 10549-80)
| Шаг резьбы Р | Проточка | |
| нормальная | короткая | |
| 4, 0 | 2, 0 | |
| 1, 25 | 5, 0 | 3, 0 |
| 1, 5 | 6, 0 | 3, 0 |
| 1.75 | 7, 0 | 4, 0 |
| 8, 0 | 4, 0 |
полного профиля резьбы (до начала сбега) (рис. 307, а).
При необходимости указания длины резьбы со сбегом изображение ее выполняют, как показано на рис. 307, б. Допускается изображать резьбы, как показано на рис. 307, в и г.
До нарезания резьбы на конце стержня (см. рис. 304, б) выполняется фаска. Эта фаска представляет собой коническую поверхность, образующая которой составляет с осью стержня угол 45° и обозначается, как показано на рис. 304, б. При нарезании внутренней резьбы в начале отверстия выполняется фаска, как показано на рис. 305, б.
Часто резьба нарезается на токарных или револьверных станках с помощью резца, заточенного в соответствии с профилем нарезаемой резьбы (рис. 308, а).
До нарезания резьбы обычно выполняются наружные (рис. 308, б) и внутренние (рис. 308, в) проточки для выхода инструмента.
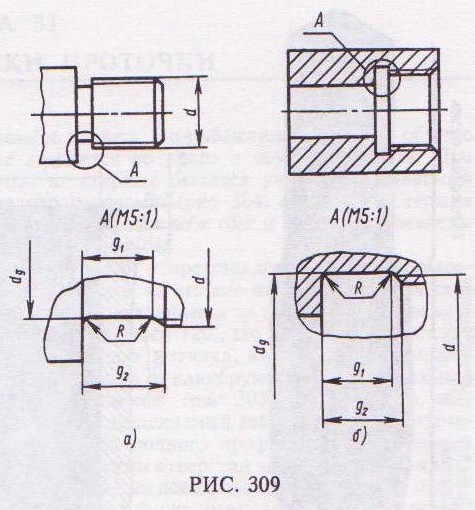
Форму и размеры наружных и внутренних проточек в зависимости от шага резьбы устанавливает ГОСТ 10549–80. Размеры проточек для наружной метрической резьбы приведены в табл. 18, для внутренней метрической резьбы – в табл. 19.
Размеры проточек наносятся на выносных элементах (рис. 309). Диаметр наружной проточки dg выполняется несколько меньшим внутреннего диаметра резьбы (рис. 309, а). Диаметр внутренней проточки dg выполняется несколько большим наружного диаметра резьбы (рис. 309, б). Размеры проточек наносятся, как показано на рис. 309.