Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Производительность одношпиндельного токарно-револьверного автомата
|
|
Время обработки одной заготовки на автомате складывается из суммы времени рабочих и холостых ходов. Она называется временем цикла и равна
tц = tр + tх,
где tр — время рабочих ходов в минутах (время резания материала заготовки); tx — время холостых ходов в мин.
Производительность автомата в штуках (обработанных заготовок) за одну минуту будет
Q = 1/tц = 1/tр + tх.

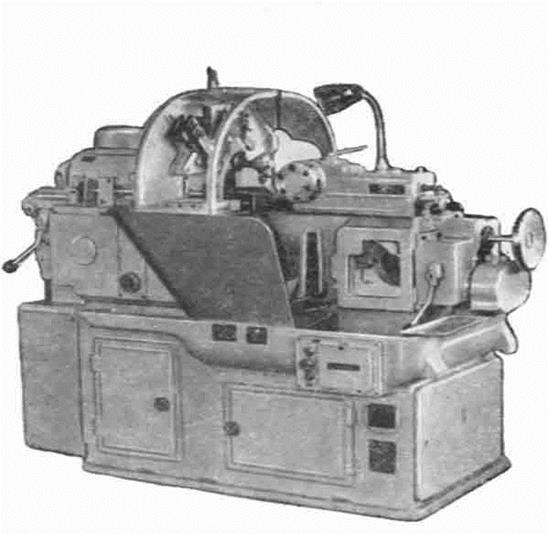
Автомат предназначен для серийного и массового производства деталей из круглого, квадратного и шестигранного калиброванного прутка. В качестве приспособления станок может иметь магазинное устройство для обработки деталей из штучных заготовок.
На основании установлена станина со шпиндельной бабкой, револьверным суппортом, имеющим шестипозиционную револьверную головку, и поперечными суппортами: двумя горизонтальными (передним и задним) и двумя вертикальными. На переднем поперечном суппорте расположен продольный суппорт, который может перемещаться в горизонтальной плоскости параллельно оси шпинделя или под углом к нему.
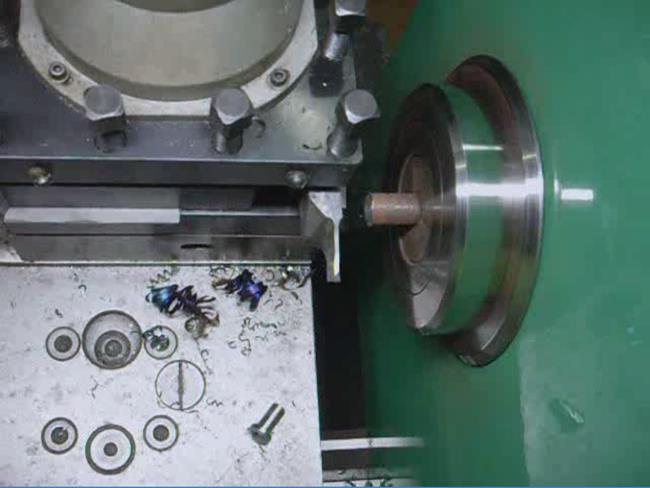
Инструментом револьверной головки, имеющей продольное перемещение, производится обтачивание, обработка отверстий и нарезание резьбы. Инструментом поперечных суппортов производится обработка фасонных поверхностей, подрезка, снятие фасок и отрезка готовой детали. Инструментом продольного суппорта производятся точение конусов и другие операции.