Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Одношпиндельные автоматы и полуавтоматы. Токарно-револьверные станки. Общие сведения
|
|
Синонимы: токарно-револьверный станок, револьверный станок, токарно-револьверный полуавтомат, токарно-револьверный автомат, turret lathe, automatic turret lathe.
Обозначения одношпиндельных автоматов и полуавтоматов:
· Первая цифра в обозначении - группа: 1 — станок токарной группы
· Вторая цифра в обозначении - подгруппа: 1 - одношпиндельный автомат или полуавтомат
· Последнее число: диаметр обработки прутков, например: 25, 40, 65 мм
· Буква в обозначении: поколение станка (серия и т.д.), например: Б, Е, П, Г, И.
· Последняя буква П означает, что этот станок имеет повышенную точность по ГОСТ 8—82Е
Пример обозначения одношпиндельных автоматов и полуавтоматов: 1Б140, 1Е140, 1П140, 1Г140П, 1И125П, 1И140П, 1И165П.
Одношпиндельные прутковые автоматы подразделяют на:
· токарно-револьверные
· фасонно-отрезные
· продольного точения
Фасонно-отрезные станки применяют для обработки коротких заготовок небольшого диаметра и простой формы. Они имеют два-четыре суппорта, перемещающихся только в поперечном направлении и несущих фасонные и отрезные резцы. Такие автоматы изготовляют и с продольным суппортом, позволяющим сверлить отверстия вдоль оси заготовки.
Автоматы продольного точения используют для обработки из прутка или бунта проволоки длинных и точных деталей небольшого диаметра. Заготовка имеет продольную подачу, а суппорты (их три-четыре) или неподвижны, или имеют поперечную подачу. Сверление, зенкерование, нарезание резьбы осуществляется с помощью специальных приспособлений, фасонные поверхности обрабатывают путем совместных перемещений заготовки в продольном направлении, а резца - в поперечном.
Токарно-револьверный станок - металлорежущий станок токарной группы, оснащенный многопозиционной поворотной револьверной головкой, несущей инструменты для обработки наружных и внутренних поверхностей точением, растачиванием, сверлением, зенкерованием, развёртыванием, накатыванием и т.п
Токарно-револьверные автоматы предназначены для изготовления деталей из различных сталей и цветных металлов и сплавов по 9-11-му квалитетам. Обработка на них ведется из холоднотянутого калиброванного круглого, квадратного и шестигранного пруткового материала. В отличие от автоматов продольного точения шпиндельная бабка токарно-револьверного автомата не имеет осевого перемещения.
Традиционно токарно-револьверные автоматы применялись в автоматизированных линиях, где требовалась максимальная производительность, точность и надежность оборудования. Как правило - это массовое и крупносерийное производство, где оборудование работает в многосменном режиме с ограниченной номенклатурой обрабытываемых деталей.
Токарно-револьверные станки по сравнению с универсальными токарно-винторезными станками имеют следующие характерные особенности:
· токарно-револьверные станки не имеют ходового винта и задней бабки, и на месте последней находится суппорт с револьверной головкой, в гнездах которой устанавливается режущий инструмент, предназначенный для последовательной обработки деталей. При установке специальных державок в одном гнезде можно закреплять несколько режущих инструментов для одновременной обработки детали
· положение каждого из инструментов регулируется так, чтобы размеры обработанной им поверхности деталей соответствовали указанным в чертеже
· токарно-револьверные станки имеют переставные кулачки, предназначенные для автоматического выключения подач в конце каждого хода суппортов
· токарно-револьверные станки часто применяется для одновременной обработки деталей режущими инструментами, находящимися в державках револьверной головки и в резцедержателе поперечного суппорта, что значительно сокращает машинное время.
Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают:
· прутковые
· патронные
Обычно станки малого размера — прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки. Револьверные головки бывают призматические и цилиндрические. Головки призматической формы обычно имеют вертикальную ось и шесть граней с гнездами. Головки цилиндрической формы делают с горизонтальной осью вращения с расположением горизонтальной оси головки параллельно или перпендикулярно оси шпинделя станка.
Токарно-револьверные станки применяются в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнить все основные токарные операции.
Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большого количества режущего инструмента.
К преимуществам токарно-револьверных станков, по сравнению с токарными, относятся:
· возможность сокращения машинного времени за счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте,
· сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами
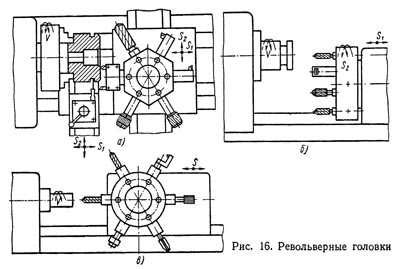
а) Револьверная головка с вертикальной осью вращения
б) Револьверная головка с горизонтальной осью вращения параллельной оси шпинделя
в) Револьверная головка с горизонтальной осью вращения перпендикулярной оси шпинделя
Движения в револьверных станках. В револьверных станках главным движением является вращение шпинделя, несущего заготовку; движением подачи — продольное s1 и поперечное s2 перемещение суппортов, несущих режущий инструмент. В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением револьверной головки. В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении.
Вспомогательными движениями в револьверных станках являются: повороты (индексирование) револьверной головки для последовательного ввода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного суппортов и др.