Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Основные схемы базирования по опорным установочным базам
|
|
Большая часть деталей машин ограничена простейшими поверхностями—плоскими, цилиндрическими, коническими, которые и используются в качестве опорных установочных баз. Поэтому количество типовых схем базирования невелико. Рассмотрим основные схемы.
Схема базирования призматических деталей. Всякое твердое тело, рассматриваемое в системе трех взаимно перпендикулярных осей, может иметь шесть степеней свободы: перемещения вдоль осей OX, OY и OZ (рис. 10, а) и повороты относительно тех же осей. Если задать шесть координат (штриховые линии изображают жесткие двусторонние связи), то можно точно определить положение детали в пространстве.
Призматическая деталь рассматривается здесь как представитель многих реальных деталей самых различных форм и размеров (плиты, крышки, коробки и пр.), которые с точки зрения базирования являются «призматическими».
Три координаты, определяющие положение детали относительно плоскости XOY, лишают ее трех степеней свободы — возможности перемещаться в направлении оси OZ и вращаться вокруг осей OY и ОХ. Две координаты, определяющие положение детали относительно плоскости ZOY, лишают ее двух степеней свободы — возможности перемещаться в направлении оси ОХ и вращаться вокруг оси OZ.
Рис. 10. Схема базирования призматических деталей
Шестая координата, определяющая положение детали относительно плоскости XOZ, лишает ее последней степени свободы — возможности перемещаться в направлении оси OY.
Если координаты заменить опорными точками, получится схема базирования призматических деталей в приспособлении (рис. 10, б); силы зажима W1 W2, W3 совместно с опорными точками обеспечивают двусторонние связи — силовое замыкание всей системы.
Поверхность детали, несущая три опорные точки, называется главной базирующей поверхностью; боковая поверхность с двумя точками — направляющей; торцо вая поверхность с одной опорной точкой — упорной.
В качестве главной желательно выбирать базирующую поверхность, ' имеющую наибольшие размеры. В качестве направляющей — поверхность наибольшей протяженности.
Схема базирования цилиндрических деталей. Для того чтобы точно определить положение валика в пространстве, необходимо задать пять жестких связей — координат (рис. 11, а), которые лишают валик пяти степеней свободы: возможности перемещаться в направлении осей ОХ, OY, OZ и вращаться вокруг осей ОХ и OZ. Шестая степень свободы — вращение вокруг собственной оси — отнимается у валика координатой, проведенной от поверхности шпоночной канавки.
Если координаты заменить призмой, получим вторую схему базирования (рис. 11, б) с зажимом детали силой W.
Цилиндрическая поверхность валика, несущая четыре опорные точки, называется двойной направляющей базирующей поверхностью; торцовая поверхность валика является упорной базой. Для ориентирования детали в угловом положении необходима вторая упорная база под шпонку или штифт.
При базировании по наружной цилиндрической поверхности или по отверстию в различных самоцентрирующих патронах и на оправках эти поверхности также являются двойными направляющими базами; торец или уступ детали используют в этом случае в качестве упорной базы.
Схема базирования коротких цилиндрических деталей (диски, кольца). В этом случае торцовая поверхность детали, несущая три опорные точки (рис. 12, а), является главной базирующей поверхностью.
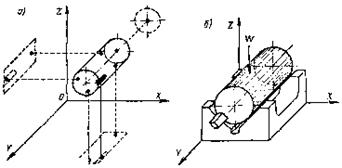
Рис. 11. Схема базирования цилиндрических деталей
Короткая цилиндрическая поверхность несет две опорные точки и называется центрирующей базой. Боковая поверхность шпоночной канавки эквивалентна одной опорной точке и является упорной базой.
На рис. 12, б, в показаны примеры базирования по рассматриваемой схеме с применением короткой призмы и кулачков патрона.
 |
Рис. 12. Схема базирования коротких цилиндрических деталей
(диски, кольца)
Базирование по коническим поверхностям. При установке детали длинной конической поверхностью, например в конусном отверстии шпинделя станка, она лишается пяти степеней свободы, так как длинная коническая поверхность является одновременно двойной направляющей и упорной базой. Для ориентирования детали в угловом положении требуется еще одна упорная поверхность под штифт или шпонку.
При установке детали в центрах станка используются короткие конические отверстия. Левое центровое отверстие является одновременно центрирующей и упорной базовой поверхностью и лишает деталь трех степеней свободы; правое — только центрирующей, дополнительно лишающей деталь двух степеней свободы. Если при центрировании необходимо задать детали точное угловое положение и лишить ее шестой степени свободы, то используется вторая упорная база.
Из анализа основных схем видно, что для полного базирования детали с лишением ее всех степеней свободы необходим комплект из трех базирующих поверхностей, несущих шесть основных опорных точек (правило шести точек). Каждая опорная точка отнимает у детали одну степень свободы. При установке по грубо обработанным или черновым базам излишние опорные точки (сверх шести) делают схему базирования статически неопределенной и не только повышают, но, наоборот, понижают точность установки.