Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Метод групової взаємозамінності і селективна зборка
|
|
Суть методу групової взаємозамінності полягає у виготовленні деталей з порівняно широкими технологічно здійсненними допусками, вибираними з відповідних стандартів, у сортуванні деталей на рівне число груп з більш вузькими груповими допусками і складанні їх (після комплектування) за однойменним групам.
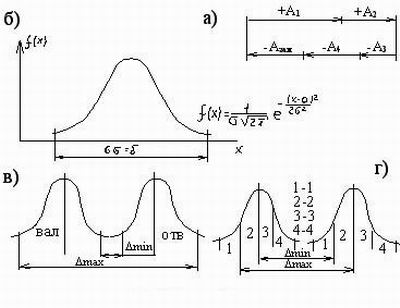
Така зборка називається селективною. При селективної зборці (в посадках з зазором і натягом) найбільші зазори і натяг зменшуються, а найменші збільшуються, наближаючись З ростом числа груп сортування до середнього значення зазору або натягу для даної посадки, що робить з'єднання більш стабільними і довго-пічними.
У перехідних посадках найбільші натягом і зазори зменшуються, наближаючись з зростанням числа груп сортування до того натягу або зазору, який відповідає серединам полів допусків деталей. Для встановлення кількості груп п сортування деталей необхідно знати або необхідні граничні значення групових щілин або натягом, які знаходять з умови забезпечення найбільшої довговічності з'єднання, або допустиму величину групового допуску TDGr або TdGr,

визначаємо економічної точністю складання і сортування деталей, а також величиною можливого відхилення їх форми. Відхилення форми не повинні перевищувати групового допуску, інакше одна і та ж деталь може потрапити в одну або в іншу найближчу групу в залежності від того, в якому перерізі буде виміряна деталь при сортуванні. Розглянемо випадок визначення числа п груп, коли у вихідній посадці TD = ТУ.

Для цього випадку характерно, що груповий зазор або натяг залишаються постійними при переході від однієї групи до іншої. При складанні деталей для підвищення довговічності рухливих з'єднань необхідно створювати найменший допустимий зазор, а для підвищення надійності з'єднань з натягом - найбільший допустимий натяг.

Підраховувати число п груп можна за рівнянням (для рухомий посадки) при заданому. При TD> Td груповий зазор (або натяг) при переході від однієї групи до іншої не залишиться постійним, отже, однорідність з'єднань не забезпечується, тому селективну збірку доцільно застосовувати при TD = Td.

Слід також мати на увазі, що при великій кількості груп сортування груповий допуск буде трохи відрізнятися від допуску за меншої кількості груп, а організація контролю і складність складання значно зростуть. Практично nmax = 4-5, і лише в підшипникової промисловості при сортуванні тіл кочення n сягає 10 і більше. Приклад. За конструктивним вимогам для номінального діаметра 65 мм потрібна посадка з найменшим 57 мкм і найбільшим 117 мкм натягом.

Цим вимогам відповідає посадка H7/u7. Проте вона для даного конкретного виробництва технологічно складними для виконання. Виявляється можливим підібрати в 8-м квалітету посадку Н8/u8, яка при розбитті допуску на дві групи і складанні деталей однойменних груп забезпечує натяг в прийнятних межах 64 - 110 мкм в кожній групі при розширенні допусків на виготовлення приблизно на 50%.