Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Концепция «Точно вовремя» (ЛТ) в сравнении с RP-стандартами
|
|
В зарубежной теории и практике производственного управления существуют две различные системы: «толкающего» и «тянущего» типов.
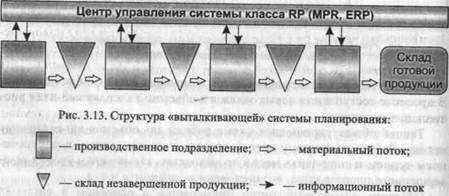
Представленные ранее системы оперативного планирования и управления и построенные на их основе методы являются своего рода «выталкивающими» системами (по западной терминологии), или RP-концепция-ми (MRP-ERP-CSRP-IRP). Принцип их работы заключается в том, что предметы труда в производственном процессе передаются с предыдущей на последующую производственную стадию по определенному расписанию на плановый период, по команде централизованной системы управления (рис. 3.13). В отечественной практике этот вид планирования был единственным, вместе с тем в рыночных условиях он применяется в основном на заготовительных предприятиях и предприятиях, изготовляющих стандартизированную продукцию.
В отличие от них концепция «Точно вовремя» (ЛТ) относится к разряду «тянущей», или «вытягивающей», системы (впервые была использована в Японии), в основу которой положен децентрализованный принцип управления материальным потоком, когда указания на начало производства поступают непосредственно от склада ГП или системы сбыта предприятия. Обработка предметов труда на предыдущей стадии производственного процесса начинается по команде (по мере необходимости) от последующей стадии, и так по цепочке от последней
до первой производственной операции (рис. 3.14). Процесс происходит в направлении, обратном движению материального потока. Концепция ЛТ ориентирована преимущественно на стабильный спрос, работу с минимальным уровнем запасов или вообще без запасов, что при значительном колебании величины спроса приводит к дефициту и сбоям в системе.

Исключить данный недостаток позволило использование нового метода планирования МП и управления ими в производстве, разработанного на основе двух концепций RP и ЛТ, который носит название ОРТ (Optimized production technology — оптимизированная производственная технология) [см. 10, 11]. Другими недостатками ЛТ могут являться рост транспортных расходов и увеличение затрат на осуществление закупок.
В целом общие причины, способствующие популяризации концепции ЛТ, заключаются в возможности:
• минимизации запасов незавершенного производства (межоперационных заделов);
• работы «с колес», т. е. без создания заделов и запасов;
• сокращения длительности производственного цикла;
• гибкого реагирования на колебания спроса на продукцию и изменения в потребительском предпочтении;
• уменьшения потребности в производственных и складских площадях;
• достижения небольших объемов производства и индивидуализации выпускаемой продукции;
• повышения общего качества;
• сокращения затрат на содержание запасов и т. д.
3. Поставляющее РМ, получив из накопителя пустые контейнеры с карточками заказа, приступает к обработке деталей (необходимого сорта и в необходимом количестве, указанном на карточке) и планирует свою потребность в материалах с дальнейшим размещением заказа на предыдущих по ходу производственного процесса рабочих местах. В случае если поставляющее РМ еще занято обработкой предыдущих заказов, вновь поступивший заказ становится в очередь (в картотеку 2). Когда заказ исполнен и контейнеры заполнены, они с прикрепленными карточками заказа отправляются в накопитель, где соответствующий запас пополняется до необходимого уровня [см. 10].
Такова общая схема работы системы KANBAN.
Вопросы для самопроверки и обсуждения
1. Дайте определение производственной логистике и раскройте ее сущность.
2. Опишите структуру производственного процесса.
3. Сформулируйте основные принципы организации производственного процесса.
4. Перечислите виды движения MP и сформулируйте правило сочетания операций при параллельно-последовательном способе.
5. Приведите основные характеристики различных типов производств.
6. Перечислите и охарактеризуйте типичные формы специализации.
7. Дайте определение поточной и непоточной формам производственного процесса.
8. Опишите основные системы и методы планирования МП и управления ими в производстве.
9. Сформулируйте метод MRP I и специфику календарно-плановых расчетов.
10. Дайте общее представление об объемно-календарном методе.
11. Опишите механизм работы системы KANBAN и дайте характеристику «тянущей» системы (ЛТ-концепции).