Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Болт М 10 75. 58 ГОСТ 7798 70.
|
|
Для упрощения процесса замены болта левой опоры вала при случайном повреждении на нём резьбы устанавливаем эти болты со стороны рабочего органа конвейера. В противном случае для замены болта потребовалось бы снимать с вала полумуфту, что без разборки всего узла невозможно.
Положение торца резьбовой части болта определяет положение левого торца втулки, а, следовательно, её длины. Чтобы за болт не зацеплялась при вращении вала насаженная на него деталь, торец втулки (по рис. 8) должен быть левее торца резьбовой части болта.
Рабочий орган на валу относительно опоры располагаем с учётом возможности постановки этих болтов при сборке подшипникового узла.
|
|
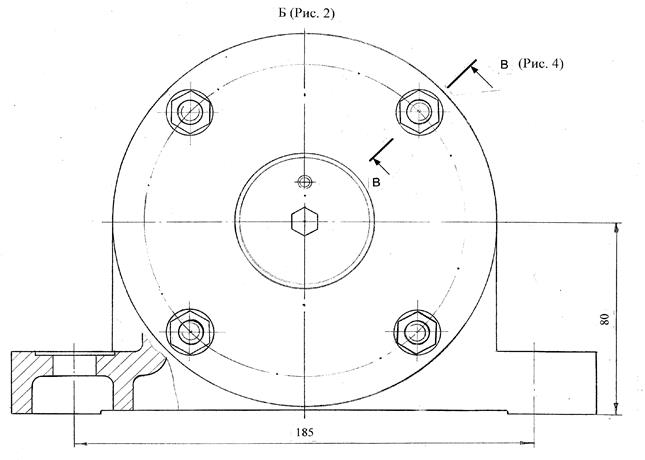
Рис. 10. Вид на опору вала слева
Для предотвращения вытекания смазки из подшипникового узла между торцами корпуса и крышками устанавливаются прокладки толщиной около
1 мм, изготавливаемые из картона прокладочного (ГОСТ 9347-74) или паронита (ГОСТ 481-80), а в крышки вставляются резиновые армированные манжеты (ГОСТ 8752-79). В рассматриваемом примере применены манжеты типа 1 (однокромочные) исполнения 1 (с механически обработанной кромкой) для вала диаметром 60 мм с наружным диаметром 85 мм из резины группы 1 (пригодной для работы при скорости скольжения до 10  ) (табл. 13):
) (табл. 13):