Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Лекция 7 Система управления производством Just-in-time (JIT)- Точно-в-срок
|
|
Определение систем управления производством Just-in-time (JIT). Цели системы. Практика применения: преимущества и недостатки. Принципы отладки системы на производстве.
1.Определение систем управления производством Just-in-time (JIT)
Термин «точно-в-срок» (just-in-time — JIT) используется по отношению к промышленным системам, в которых перемещение изделий в процессе производства и поставки от поставщиков тщательно спланированы во времени — так, что на каждом этапе процесса следующая (обычно небольшая) партия прибывает для обработки точно в тот момент, когда предыдущая партия завершена. Отсюда и название just-in-time (точно в срок, только вовремя). В результате получается система, в которой отсутствуют любые пассивные единицы, ожидающие обработки, а также простаивающие рабочие или оборудование, ожидающие изделия для обработки.
JIT что это такое? Секрет успеха японских производителей? Новый метод управления запасами? Или управления производством? Или то и другое? Такое расхождение мнений о JIT проистекает в основном из различного понимания его смысла в литературе. Некоторые авторы подчеркивают важность устранения издержек в процессе производства — особенно это касается хранения лишних запасов — и приравнивают JIT к работе с «нулевым запасом». Другие уделяют основное внимание частоте поставок комплектующих от поставщиков, так что они прибывают «точно вовремя» прямо в цех, или использованию «сигнальных карточек» канбан для пополнения цеховых запасов.
Подход «точно-в-срок» был разработан в японской автомобильной компании Toyota. Его автор — Тайиши Оно (который в конечном счете стал вице-президентом компании по производству) и несколько его коллег. На то, что JIT была разработана именно в Японии, вероятно, повлиял факт, что Япония является перенаселенной страной с очень ограниченными природными ресурсами. Неудивительно поэтому, что японцы очень чувствительны к пустым тратам материалов, времени и средств, и к
неэффективности труда. Они расценивают брак и исправления дефектов как необоснованные затраты, а запасы — как зло, потому что они занимают пространство и связывают ресурсы.
Первоначальным лозунгом концепции JIT было исключение потенциальных запасов материалов, компонентов и полуфабрикатов в производственном процессе сборки автомобилей и их основных агрегатов. Исходная задача выглядела так: если задан производственный график, то надо организовать движение материальных потоков так, чтобы все материалы, компоненты и полуфабрикаты поступали в нужном количестве, в нужное место (на сборочной линии) и точно к назначенному сроку для производства или сборки готовой продукции. При такой постановке задачи большие страховые запасы, замораживающие денежные средства фирмы, оказывались.ненужными.
В системах JIT, качество «встроено» как в изделие, так и в производственный процесс. Компании, которые используют систему JIT, достигли такого уровня качества, которое позволяет им работать с небольшими производственными партиями и плотным графиком. Эти системы имеют высокую надежность, исключены главные источники
неэффективности и срывов, а рабочие обучены не только трудиться в системе, но и непрерывно ее совершенствовать.
2.Цели системы Just-in-time
Конечная цель системы JIT — это сбалансированная система; то есть такая, которая обеспечивает плавный и быстрый поток материалов через систему. Основная идея состоит в том, чтобы сделать процесс как можно короче, используя ресурсы оптимальным способом. Степень достижения этой цели зависит от того, насколько достигнуты дополнительные (вспомогательные) цели, такие как:
1)Исключить сбои и нарушения процесса производства.
2)Сделать систему гибкой.
3)Сократить время подготовки к процессу и все производственные сроки.
4)Свести к минимуму материальные запасы.
5)Устранить необоснованные затраты.
Сбои и нарушения процесса оказывают отрицательное воздействие на систему, нарушая плавный поток изделий, поэтому их необходимо исключить. Срывы вызываются самыми разнообразными факторами: низким качеством, неисправностью оборудования, изменениями в графиках, опозданием поставок. Все эти факторы следует по возможности исключить.
Время подготовки и производственные сроки удлиняют процесс, ничего не добавляя при этом к стоимости изделия. Кроме того, продолжительность этих сроков отрицательно воздействует на гибкость системы. Следовательно, их сокращение очень важно и является одной из целей непрерывного усовершенствования.
Материальные запасы — это незадействованные ресурсы, которые занимают место и повышают стоимость производства. Их следует свести к минимуму или по возможности вообще устранить.
Необоснованные расходы представляют собой непроизводительные ресурсы; их устранение может освободить ресурсы и расширить производство. В философии JIT необоснованные расходы включают:
o Перепроизводство o Время ожидания
o Ненужные перевозки
o Хранение материальных запасов o Брак и отходы
o Неэффективные методы работы o Дефекты изделий
Наличие подобных необоснованных расходов говорит о возможности усовершенствования или список необоснованных расходов определяет потенциальные цели непрерывного усовершенствования.
3. Формирующие блоки JIT
Проектирование и производство в системе JIT представляют собой основу для выполнения перечисленных выше целей. Эта основа состоит из четырех формирующих блоков:
1)Разработка изделия.
2)Разработка процесса.
3)Кадровые/организационные элементы.
4)Планирование и управление производством.
Скорость и простота — два общих элемента, которые проходят через эти формирующие блоки.
3.1. Разработка изделия. Три элемента проекта изделия являются ключевыми для системы «точно-в-срок»:
·Стандартные комплектующие
·Модульное проектирование
·Качество
Первые два элемента связаны со скоростью и простотой.
Использование стандартных комплектующих означает, что рабочие имеют дело с меньшим количеством деталей, а это сокращает время и затраты на обучение. Закупка, обработка и проверка качества при этом более стандартны и дают возможность непрерывного усовершенствования. Другое важное преимущество заключается в использовании стандартной процедуры обработки.
Модульное проектирование — это своего рода расширение понятия стандартных комплектующих. Модули — группы деталей, собранные в единый узел (и представляющие собой поэтому отдельную единицу). Это значительно сокращает число деталей, с которыми приходится работать, упрощает сборку, закупку, обработку, обучение, и так далее. Стандартизация имеет дополнительную пользу, уменьшая длину списка материалов для различных изделий, т.е. упрощая этот список.
Недостатки стандартизации заключаются в том, что изделия менее разнообразны и сопротивляются изменениям своих стандартных проектов. Эти неудобства несколько уменьшаются там, где различные изделия имеют общие части или модули. Существует тактика, которую иногда называют «отсроченная дифференциация»: решения относительно того, какие именно изделия будут запушены в производство, откладываются на то время, пока производятся стандартные детали. Когда становится очевидным, какие именно изделия необходимы, система быстро реагирует, производя оставшиеся нестандартные детали этих изделий. Качество — это основное необходимое условие системы «точно-в-срок». Оно жизненно важно для систем JIT, поскольку низкое качество может вызвать серьезные срывы в процессе производства. Система нацелена на плавный поток работы; появление проблем из-за низкого качества вызывает сбои в этом потоке.
Поскольку небольшие размеры производственной партии и отсутствие резервных запасов дают в результате минимальный объем незавершенного производства, производственный процесс вынужден останавливаться, когда возникает проблема. При этом он не может возобновиться до тех пор, пока проблема не будет решена. Совершенно очевидно, что остановка всего процесса обходится очень дорого и снижает плановый уровень выпуска, поэтому абсолютно необходимо по возможности избегать остановки системы и быстро решать проблемы в случае их появления.
Системы JIT используют трехэтапный подход к качеству. Первая часть — внедрить качество в изделие и в производственный процесс. Высокий уровень качества достижим потому, что «точносрочные» системы производят стандартные изделия, с использованием соответственно стандартных методов работы и стандартного оборудования, рабочие привыкли к своим производственным операциям и хорошо их знают. Кроме того, все расходы на качество проекта (т.е. формирование качества изделия еще на стадии проекта) можно распределить на многие изделия, получая при этом небольшую стоимость единицы изделия. Очень важно выбрать соответствующий уровень качества с точки зрения конечного потребителя и возможностей производства. Таким образом, проектирование изделия и разработка процесса должны идти рука об руку.
3.2. Разработка процесса. Для «точносрочных» систем особо важны семь аспектов разработки изделия:
Производственные партии небольшого объема
Сокращение времени подготовки к производству
Производственные ячейки
Ограничение объема незавершенного производства
Повышение качества
Гибкость производства
Небольшие материально-производственные запасы
Небольшой объем производственной партии и закупочной партии дает ряд преимуществ, которые позволяют системам JIT эффективно функционировать. Во- первых, когда через систему перемещаются небольшие производственные партии, то и объем незавершенного производства (т.е. материалов, находящихся в процессе обработки) значительно меньше, чем при крупных партиях. Это уменьшает стоимость хранения, требует меньшего места для хранения, и не создает излишней загруженности пространства на рабочем месте. Во-вторых, когда возникают проблемы с качеством, затраты на проверку и переделку меньше, поскольку в каждой партии меньше единиц, требующих проверки и переработки. Кроме того, небольшие партии обеспечивают большую гибкость при планировании.
Небольшой объем производственной партии и меняющийся ассортимент изделий требуют частых переоснащений и переналадки оборудования (т.е. подготовки к производству). Если такую подготовку невозможно произвести быстро и относительно недорого, время и затраты станут тормозящими факторами. Часто рабочих обучают самим проводить подготовку своего оборудования к производственному процессу Кроме того, используются специальные программы по сокращению сроков и расходов на подготовку к производству; при этом рабочие становятся ценной частью процесса.
Кроме того, для сокращения времени и стоимости подготовки можно использовать группировку технологий — объединение сходных операций. Например, производство различных деталей, которые сходны по форме, материалу и т.п., может потребовать однотипной (схожей) подготовки. Их последовательная обработка на одном и том же оборудовании может сократить необходимые изменения; потребуется только незначительная регулировка.
Общая черта «точносрочных» систем — множество производственных ячеек.
Они объединяют оборудование и инструменты для обработки группы деталей со сходными технологическими требованиями. По своей сути, ячейки — это высокоспециализированные и эффективные производственные центры. Среди важнейших преимуществ производственных ячеек: сокращается время перехода к новому виду изделия, эффективно используется оборудование, рабочим легче овладеть смежными специальностями. Сочетание высокой эффективности работы ячеек с малыми размерами производственных партий приводит к минимальному объему незавершенного производства.
Постоянное совершенствование качества часто направлено на поиск и устранение всех причин, вызывающих проблемы.
Системы «точно-в-срок» созданы для сведения к минимуму материальных запасов производства. Согласно философии JIT, хранение запасов — бессмысленные расходы. Запасы — это своего рода буферы, которые скрывают повторяющиеся проблемы. Эти проблемы не решаются — частично именно по той причине, что они скрыты, а частично потому, что наличие резервного запаса делает их менее серьезными.
Используя подход JIT, постепенно понижают уровень запасов, чтобы открыть проблемы. Когда проблемы обнаружены и решены, уровень запасов еще раз понижают, находят и решают следующий пласт проблем и т.д.
3.3 Кадровые и организационные элементы
Существует пять кадровых и организационных элементов, особенно важных для систем JIT.
1. Рабочие как актив
2.Обучение рабочих смежным специальностям
3.Непрерывное усовершенствование
4.Бухгалтерский учет
5.Руководство предприятием/проектом
Фундаментальный принцип философии JIT — считать рабочих активным капиталом предприятия. Хорошо обученные и мотивированные рабочие являются сердцем системы. Они имеют больше полномочий в принятии решений, чем их коллеги в традиционных системах, но от них соответственно и ждут большего.
Рабочие обучаются смежным специальностям для выполнения нескольких элементов процесса и работы на разнообразном оборудовании. Это придает системе дополнительную гибкость, потому что рабочие могут оказать друг другу помощь при появлении «заторов» в производственном процессе или заменить отсутствующего коллегу.
Рабочие в системе JIT несут большую ответственность за качество, чем рабочие в традиционных системах. От них ждут участия в решении проблем в процессе непрерывного усовершенствования. Рабочие в системах JIT обычно проходят серьезную подготовку в области статистического управления процессом, улучшения качества и решения проблем.
Другая характерная черта «точносрочных систем» — способ распределения накладных расходов. Традиционные методы учета иногда искажают распределение расходов, потому что распределяют их на основе непосредственно отработанных часов.
Еще одно свойство систем «точно-в-срок» связано с руководством. От менеджера требуется быть лидером и помощником, а не просто отдавать приказы. Всячески поощряются двусторонние связи между менеджерами и рабочими.
3.4. Планирование и управление производством
Пять элементов производственного управления и планирования особенно важны для систем JIT:
1)Равномерная загрузка системы.
2)Система перемещения работы.
3)Визуальные системы.
4)Тесные взаимосвязи с поставщиками.
5)Сокращение числа операций и объема делопроизводства.
Основной упор в системах JIT сделан на достижение стабильных, уравновешенных рабочих графиков. С этой целью, основные производственные графики разрабатываются так, чтобы обеспечить равномерную рабочую загрузку производственных мощностей.
Понятия " тянуть" и " толкать" используют для описания двух различных способов перемещения работы через производственную систему. В «толкающих» системах (push system), по окончании работы на производственном участке, продукцию толкают на следующий участок; или же, если данная операция была завершающей, готовые изделия выталкиваются на склад конечной продукции. Толкающая система является традиционно используемой в производственных процессах. Каждой операции общим расписанием устанавливается время (см.рисунок 2), к которому она должна быть завершена. Полученный продукт «проталкивается» дальше и становится запасом незавершенного производства на входе следующей операции. Т.е. такой способ организации движения МП игнорирует то, что в настоящее время делает следующая операция: занята выполнением совсем другой задачи или ожидает поступления продукта для обработки. В результате появляются задержки в работе и рост запасов незавершенного производства.
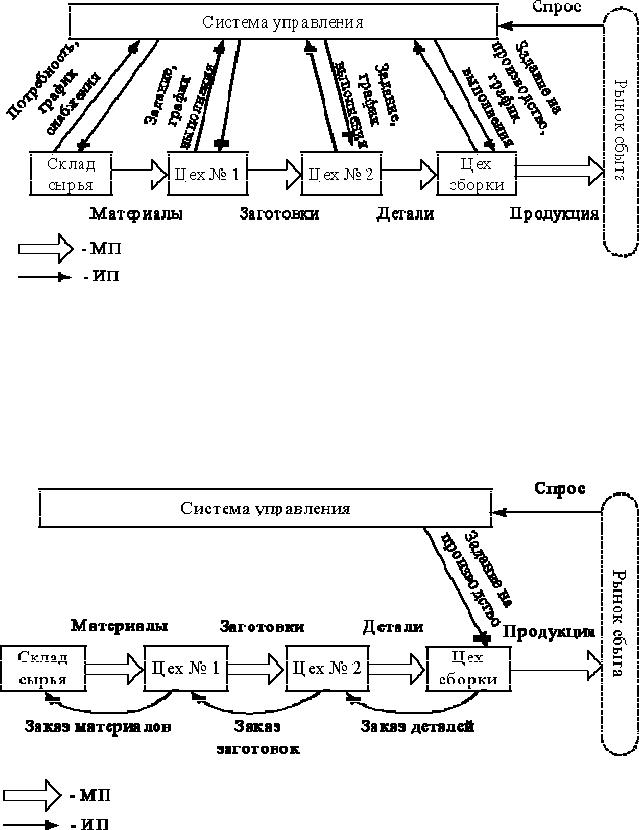
Рис. 2. Принципиальная схема толкающей системы (МП – материальный поток; ИП- информационный поток)
В «тянущих» системах (pull system) управление перемещением работы закреплено за последующей операцией: каждый рабочий участок по мере необходимости «притягивает» себе продукцию с предыдущего участка; продукция с конечной операции «вытягивается» запросом потребителя или контрольным графиком.
Рис. 3. Принципиальная схема тянущей системы
Тянущая система основана на «вытягивании» продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе (рисунок 3). Т. е. когда в ходе одной операции заканчивается обработка
единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос
«Точносрочные системы» используют «тянущий» подход для управления потоком работы когда каждый рабочий участок выпускает продукцию в соответствии с запросом последующего рабочего участка. Традиционные производственные системы используют «толкающий» подход для продвижения работ через систему.
Как правило, в системах «точно-в-срок» действуют очень тесные связи с поставщиками, которые должны обеспечить частые поставки небольших партий высококачественных изделий. В традиционной производственной системе, покупатели сами следят за качеством закупленной продукции, проверяя партии поставок на качество и количество, и возвращая некачественный товар обратно поставщику для доработки и замены. В «точносрочных» системах резервного времени практически нет, поэтому некачественные изделия нарушают плавное движение работы через систему. Более того, проверка поступающих закупок считается непроизводительной тратой времени, потому что она ничего не добавляет к стоимости изделия. По этой причине обязанность гарантии качества передается поставщикам. Покупатели работают с поставщиками, помогая им добиться необходимого уровня качества и осознать всю важность производства товаров постоянного высокого качества. Конечная цель покупателя — закрепить за поставщиком сертификат соответствия, как за производителем товаров высокого качества. Суть в том, чтобы на поставщика можно было полностью полагаться, не сомневаясь, что его поставки будут соответствовать определенному уровню качества и не нуждаться в проверках со стороны покупателя.
Технологические изменения являются самыми дорогостоящими среди всех перечисленных операций. Системы JIT сокращают расходы, уменьшив число и частоту проведения подобных операций. Например, поставщик доставляет изделия непосредственно на производство, полностью минуя склады, — тем самым упраздняется деятельность, связанная с помещением материалов на склад и последующим перемещением их на производственные участки. Бесконечные поиски путей повышения качества, пронизывающие всю систему JIT, упраздняют многие виды деятельности, связанные с качеством изделия — и соответствующие затраты. Использование штрихового кодирования (не только в «точносрочных» системах) помогает сократить операции по вводу данных и увеличивает точность данных.
4.Преимущества систем «точно-в-срок»
«Точносрочные» системы имеют ряд важных преимуществ, которые привлекают внимание компаний с традиционным подходом к производству Основными преимуществами являются:
1)Пониженный уровень материальных запасов в процессе производства (незавершенного производства), закупок и готовых изделий.
2)Меньшие требования к размерам производственных площадей.
3)Повышение качества изделий, уменьшение брака и переделок.
4)Сокращение сроков производства.
5)Большая гибкость при изменении ассортимента изделий.
6)Более плавный поток производства с очень редкими сбоями, причинами которых являлись бы проблемы качества, короче сроки подготовки к производственному процессу; рабочие с многопрофильной квалификацией, которые могут помочь или заменить друг друга.
7)Повышенный уровень производительности и использования оборудования.
8)Участие рабочих в решении проблем.
9)Необходимость хороших отношений с поставщиками.
10)Меньше необходимости в непроизводственных работах, например, складировании и перемещении материалов.
Окупается ли just-in-time? Очень даже может. При соблюдении необходимых рыночных и управленческих условий JIT потенциально способен кардинально улучшить производство. Система уже неоднократно демонстрировала способности по одновременному уменьшению запасов, снижению затрат и повышению качества, что в совокупности может значительно повысить конкурентоспособность и прибыльность фирмы. В качестве примера того, чего можно добиться при помощи JIT, предлагаем ознакомиться с данными отделения по производству антенн компании Texas Instruments (Ellis & Conlon, 1992), см. таблицу

Эти впечатляющие результаты были получены через два года после начала программы just in time. Более наглядно их влияние представлено на рисунке, где показан график наращивания себестоимости изделия в процессе выполнения заказа до и после внедрения этой системы.
Характер накопления затрат при непрерывном производстве малыми партиями по системе JIT стремится к линейному. При производстве большими партиями и последовательном расходовании и обработке материалов, перемежающихся простоями и задержками, схема аккумуляции себестоимости носит скачкообразный характер. Улучшения в себестоимости и сроках исполнения заказа при JIT очевидны. Менее очевидно значительное уменьшение объема запасов, о чем говорит площадь под соответствующими кривыми
Система «точно-в-срок» — это система, которая применяется преимущественно в серийном производстве. В такой системе товары перемещаются через систему и задание выполняется в точном соответствии с графиком. «Точносрочные» системы требуют очень небольших материальных запасов, поскольку последовательные операции жестко скоординированы.
Конечной целью JIT является сбалансированный, плавный поток производства. Вспомогательные цели: устранение нарушений в системе, обеспечение гибкости системы, сокращение времени оснащения и сроков производства, исключение непроизводительных расходов, и минимизация материальных запасов. Формирующие блоки «точносрочной» системы — разработка изделия, разработка процесса, кадровые и организационные вопросы, планирование и управление производством.
Такое производство требует исключения всех возможных источников нарушения плавного потока работ. Высокое качество необходимо, потому что проблемы с качеством могут нарушить процесс. Кроме того, решение проблем нацелено на устранение всех нарушений производственного процесса и придание системе большей эффективности и непрерывного усовершенствования.
Ключевое преимущество «точносрочных» систем — пониженный уровень запасов, высокое качество, гибкость, сокращение сроков производства, повышение производительности и эффективности использования оборудования, снижение объема брака и переработок, а также уменьшенные требования к площадям.
Лекция 8. Система «КАНБАН»
Понятие «система КАНБАН». Общие принципы функционирования. Виды сигнальных систем «Канбан». Опыт применения.
1. Система «Канбан» как сигнальная система управления производством
СИСТЕМА " КАНБАН" - система управления производством и снабжением, разработанная в Японии (фирмой " Toyota") с использованием методов логистики. Основными принципами функционирования системы являются своевременная поставка продукции заказчику, усиленный контроль за качеством продукции на всех этапах производства, тщательная наладка оборудования, исключающая выпуск брака, сокращение числа поставщиков комплектующих изделий, максимальное приближение предприятий смежников к месту расположения головного, как правило, сборочного завода.
Сущность системы КАНБАН заключается в том, что на все производственные участки завода, включая линии конечной сборки, строго по графику поставляется именно то количество сырья, материалов, комплектующих деталей и узлов, которое действительно необходимо для ритмичного выпуска точно определенного объема продукции. Средством для передачи приказа о поставке определенного количества
конкретных изделий служит сигналом – ярлык в виде специальной карточки в пластиковом конверте. При этом используется карточка отбора и карточка производственного заказа. В карточке отбора указывается количество деталей, которое должно быть взято на предшествующем участке обработки, в то время как в карточке производственного заказа указано количество деталей, которое должно быть изготовлено на предшествующем участке. Эти карточки циркулируют как внутри завода, так и между многочисленными фирмами поставщиками. Они содержат информацию о количестве необходимых деталей, обеспечивая тем самым функционирование производства по системе точно во время. КАНБАН является информационной системой, обеспечивающей оперативное регулирование количества произведенной продукции на каждой стадии производства.
2. Разновидности реализации системы «Канбан»