Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Основные методы прессования
|
|
Прессование с прямым истечением
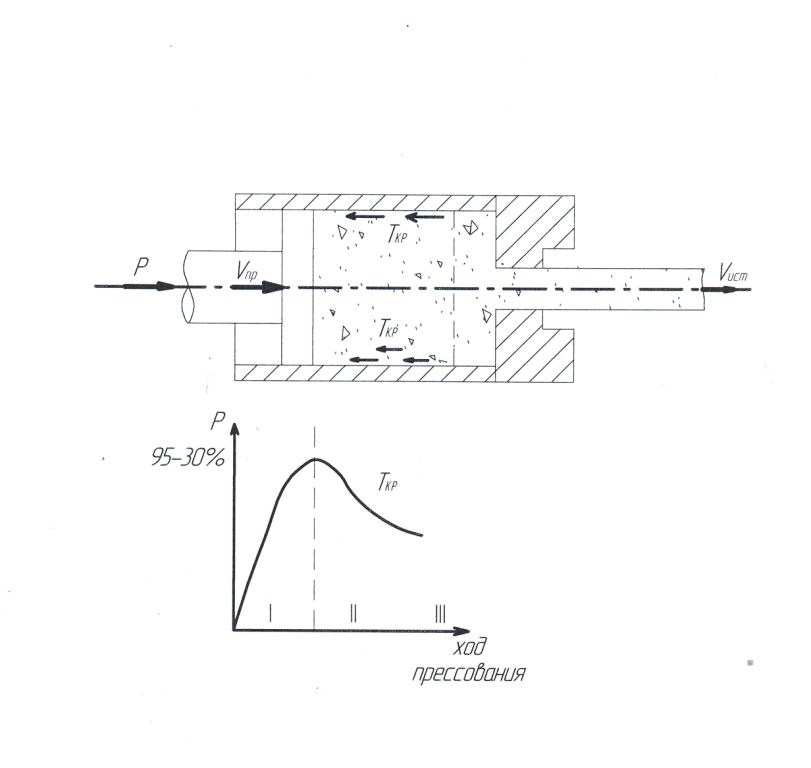
Рис.3 Прямой метод прессования
Достоинства:
- простота наладки;
- высокое качество поверхности;
- возможность получения профилей любого сечения.
Недостатки:
- высокие энергозатраты;
- повышенная величина прессостатка;
- неравномерность деформации, а отсюда меньшая скорость
деформации. (Vдеф)
Прессование обратным методом

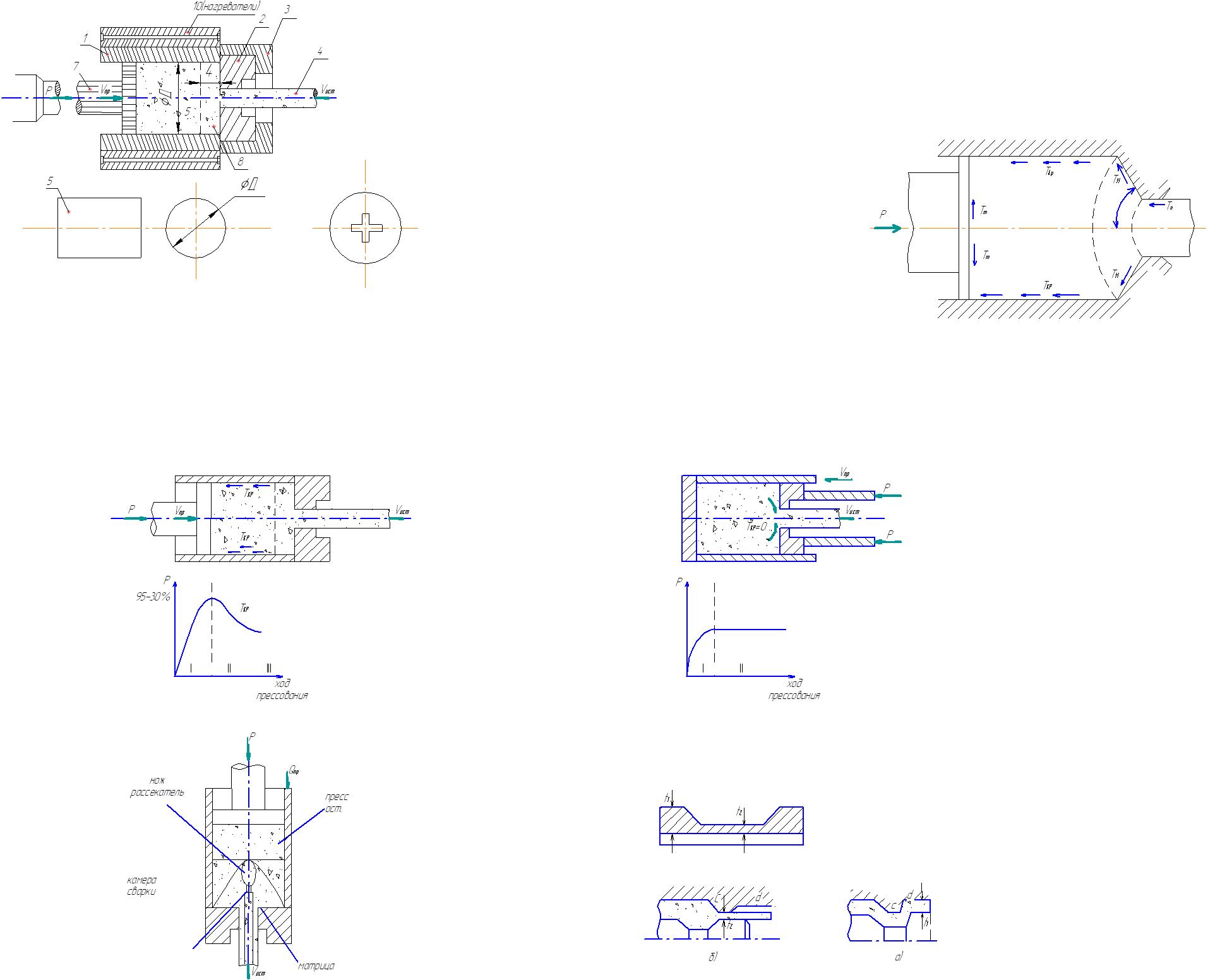
Рис.4 Обратный метод прессования
Достоинства:
- уменьшение усилия на 25-30%;
- повышение скорости (производительности);
- увеличение равномерности истечения;
- уменьшение величины прессостатка.
Недостатки:
- худшее качество поверхности;
- необходимость специализированного пресса с большим ходом контейнера.
Прессование со сваркой
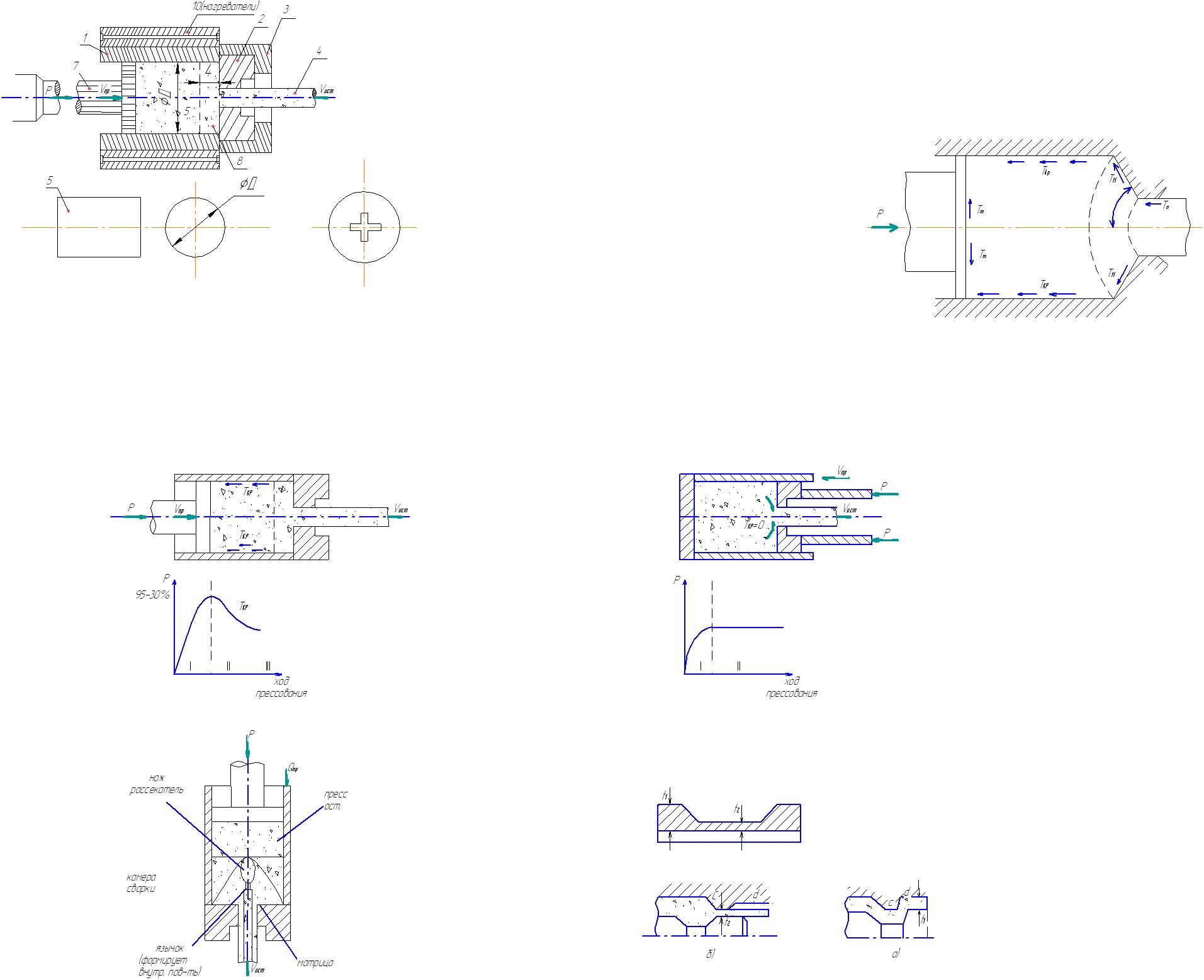
Рис.5 Прессование со сваркой
Достоинства:
- используется сплошной слиток, следовательно выход годного повышается;
- возможность получения тонкостенных изделий сложной формы;
- точность изделий высокая.
Недостатки:
- наличие сварных швов;
- повышенная величина прессостатка.
Метод прессования профилей и труб переменного сечения (бурильных труб)
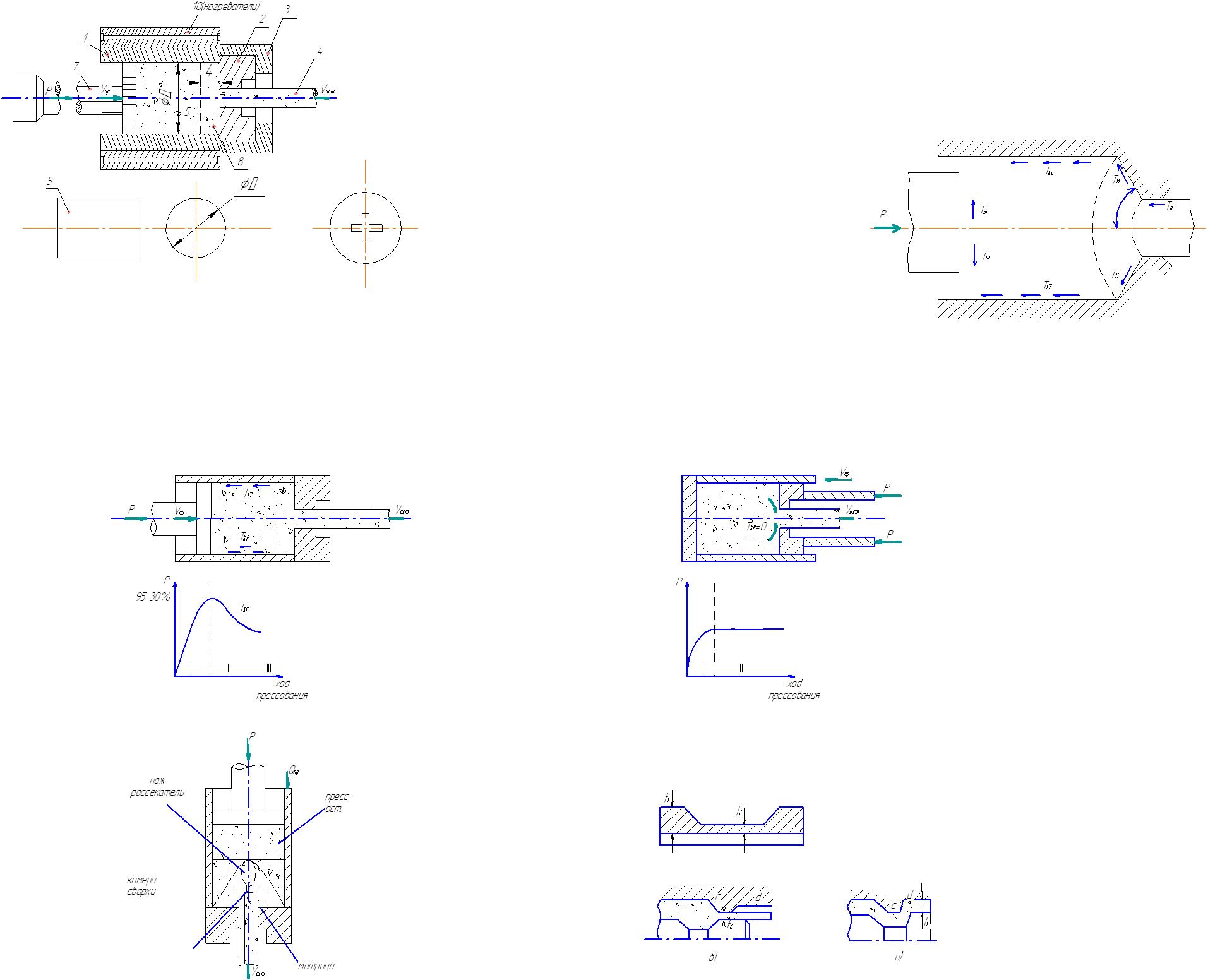
Рис.6 Бурильная труба
Задача- получить утолщение на концах. Замки стальные.
В начальный момент прессовая игла выдвигается и работает калибрующая часть матрицы – (d). За счет угла наклона материал заполняет полость. После прессования игла перемещается в (б) и работает в качестве калибрующего пояска матрица -(с) и изделие имеет переменного сечения по длине, как по наружной поверхности, так и по внутренней.
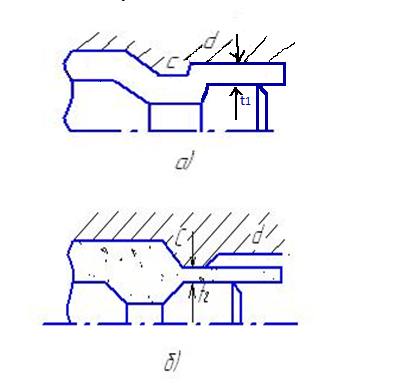
Рис.7 Схема прессования бурильных труб
Прессование с градиентным нагревом
Слиток перед прессованием нагревают неравномерно по длине. Более нагрет торец, расположенный около матрицы, менее – около пресс-шайбы. В процессе прессования температуры слитка выравнивается из-за теплового эффекта.

Полунепрерывный метод

Рис.8 Полунепрерывный метод прессования
Полу непрерывный метод прессования применяют тогда, когда заготовка прессуется на 2/3 длины, после чего в контейнере размещают следующий слиток и процесс повторяется. При прессовании оба слитка по торцевым поверхностям свариваются между собой. Зона сварки имеет параболический вид, метод применяется при прессовании проволоки или пресс изделия большой длины.
Недостатки:
Пресс остаток не отделяется – это плохое качество поверхности зоны сварки;
Вопрос решается технико-экономическим анализом (сравнивается вес металла, который вырезали из зоны сварки и пресс остатка в случае прессования).
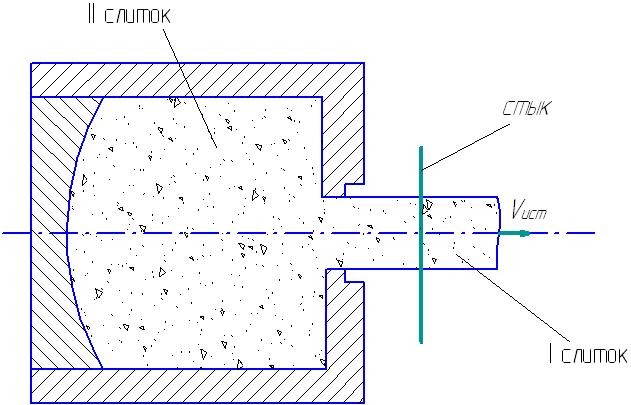
Рис.9 Прессование с вогнутой прессшайбой
Комформ процесс
Процесс идет в холодном состоянии.
Достоинства: - высокая производительность;
- высокая точность изделия.
Недостатки: - небольшие зоны сопряжения матрицы и вращающейся части барабана;
- проблема герметизации (менять вставку).

Рис.10 Комформ процесс
Прессование с плакирующим слоем
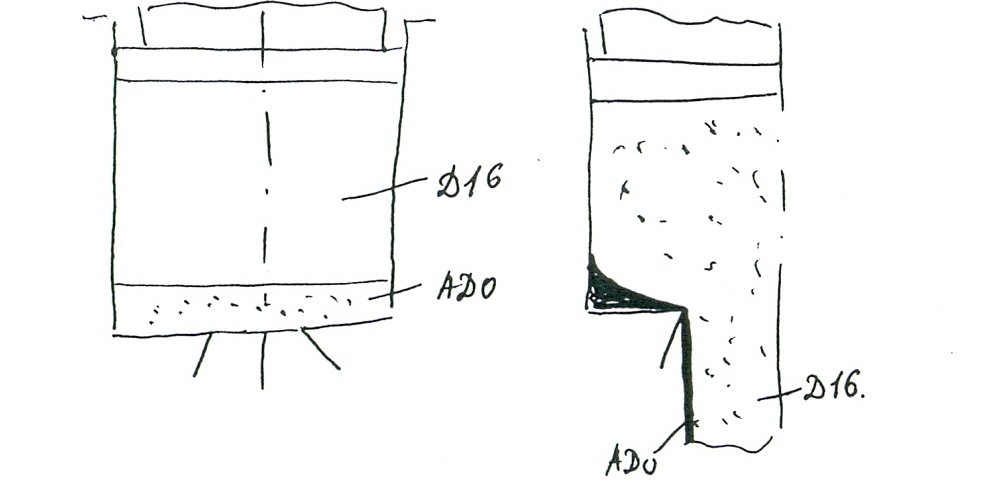
Рис.11 Схема прессования с плакирующим слоем; АДО-плакирующий слой, Д16- плакируемое прессизделие.