Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Выбор показателей контрольного комплекса зубчатого колеса и приборов для контроля выбранных показателей.
|
|
Выбор показателей контрольного комплекса зубчатого колеса и приборов для контроля выбранных показателей.
Зубчатое колесо: m = 4 мм, z = 28, 8-7-6-E, где:
8 – степень точности по норме кинематической точности;
7 – степень точности по норме плавности;
6 – степень точности по норме полноты контакта зубьев
E – вид сопряжения, ему соответствуют вид допуска на боковой зазор h и класс точности межосевого расстояния Ι Ι.
Делительный диаметр зубчатого колеса: d = m * z = 4 * 28 = 112 мм.
Условное обозначение зубчатого колеса:
8-7-6-E ГОСТ 1643-81 [1, стр.112, табл.30]
Для заданных степеней точности выбираем показатели контрольного комплекса:
- по норме кинематической точности:
 – радиальное биение зубчатого венца: Fr = 50 мкм [25, стр.11, табл.6]
– радиальное биение зубчатого венца: Fr = 50 мкм [25, стр.11, табл.6]
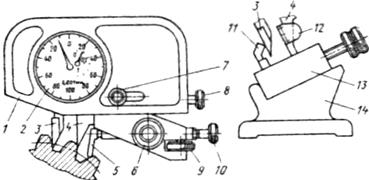
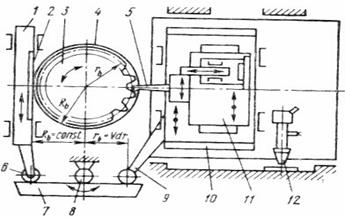
Контроль Fr производят на биениемерах (Рисунок 6.1).

|
| Рисунок 6.1 - Биениемер: а) схема измерения, б) внешний вид |
- по норме плавности:
 - предельное отклонение шага зацепления:
- предельное отклонение шага зацепления:  мкм [25, стр.17, табл.8].
мкм [25, стр.17, табл.8].
Для определения  применяют специальные приборы – шагомеры с тангенциальными (плоскими) наконечниками (Рисунок 6.2).
применяют специальные приборы – шагомеры с тангенциальными (плоскими) наконечниками (Рисунок 6.2).
|
| Рисунок 6.2 – Шагомер основного шага. |
 - допуск на погрешность профиля зуба:
- допуск на погрешность профиля зуба:  мкм [25, стр.17, табл.8].
мкм [25, стр.17, табл.8].
Отклонение профиля зуба от эвольвенты основной окружности измеряется универсальным эвольвентомером (Рисунок 6.3).
|
| Рисунок 6.3 – Схема универсального эвольвентомера. |
- по норме полноты контакта зубьев:
По длине зубьев –  не менее 70% и по высоте зубьев –
не менее 70% и по высоте зубьев –  не менее 50% [25, стр.30, табл.12], где:
не менее 50% [25, стр.30, табл.12], где:
а – расстояние между крайними точками следов прилегания;
b – длина зуба; с – ширина разрыва пятна;
hm – средняя высота следов прилегания;
hp – высота активной боковой поверхности зуба.
Пятно контакта можно определять непосредственно в собранной передаче, а также на контрольно-обкатных станках при зацеплении контролируемого колеса с измерительным и соблюдении номинального межосевого расстояния. Для контроля пятна контакта боковую поверхность меньшего или измерительного колеса покрывают слоем краски толщиной не более 4...6 мкм и производят обкатку колес при легком притормаживании. Размеры пятна контакта определяют в относительных единицах – процентах от длины и от высоты активной поверхности зуба. (Рисунок 6.4).

Рисунок 6.4 – Суммарное пятно контакта зубьев в передаче.
- по норме бокового зазора:
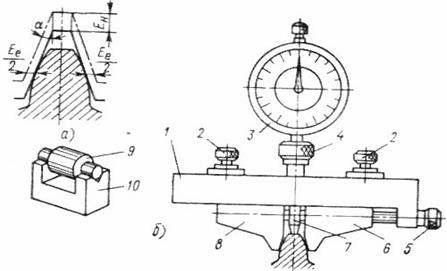
наименьшее дополнительное смещение исходного контура (зуборезным инструментом) в теле зубчатого колеса от номинального положения на расчетную величину – EHs и допуск – TH:
EHs = -40 мкм [25, стр.33, табл.14], TH = 70 мкм [25, стр.35, табл.15].
Определение смещения исходного контура относительно наружного диаметра колес осуществляется тангенциальным зубомером (Рисунок 6.5).
|
| Рисунок 6.5 – Тангенциальный зубомер: а) схема измерения, б) внешний вид. |
На рабочем чертеже зубчатого колеса в соответствии с ГОСТ 2.403-75 указываются следующие параметры и требования [26, стр.505, табл.2.59]:
размеры: m = 4 мм, Z = 28, d = 112 мм, нормальный исходный контур по ГОСТ 13755-81, коэффициент смещения х = 0, степень точности 8-7-6-E ГОСТ 1643-81.
da = d + 2m = 112 + 2 * 4 = 120 мм – диаметр вершин зубьев,
df = d – 2, 5m = 112 – 2, 5 * 4 = 102 мм – диаметр впадин зубьев,
dв = 35 мм (Ø  ) – диаметр вала,
) – диаметр вала,
b = (1, 0÷ 1, 5)dв = 1* 35 = 35 мм – ширина зубчатого венца,
g = (2, 0÷ 3, 0)m ≥ 10 мм, g = 2, 5 * 4 = 10 мм – толщина венца,
gст = (0, 25÷ 0, 3)dв = 0, 3 * 35 = 10, 5мм – толщина ступицы,
dст = dв + 2gст = 35 + 2 * 10, 5 = 56 мм – диаметр ступицы,
lст = (1, 4÷ 1, 8)dв = 1, 4 * 35 = 49 мм – длина ступицы,
n = 0, 5m = 0, 5 ∙ 4 = 2, 0 мм – фаски венца на диаметре вершин,
Dотв = 0, 5(da – 4, 5m – 2g + dст) = 0, 5(120 – 4, 5 * 4 – 2 * 10 + 56) = 69 мм – диаметр расположения отверстий,
dотв = (0, 35÷ 0, 4)(da – 4, 5m – 2g – dст) = 0, 35(120 – 4, 5 * 4 – 2 * 10 – 56) = 9, 1 мм – диаметр отверстий;
длина общей нормали W, которая определяется в зависимости от числа охватываемых зубьев:
Zn = 0, 111 * Z + 0 = 0, 111 * 28 + 0 = 3, 108 при Z = 28 и Zn = 3 дано W1 = 7, 77247 мм [27, стр. 884, табл.5.30], тогда W = W1 * m = 7, 77247 * 4 = 31, 08988 мм.
верхнее (EW m) и нижнее (EW mi) отклонения средней длины общей нормали:
EW ms(I) = – 30 мкм [25, стр. 37, табл.16] – наименьшее отклонения средней длины общей нормали (слагаемое I),
EW ms(II) = – 11 мкм [25, стр.38, табл.17] – наименьшее отклонения средней длины общей нормали (слагаемое II),
EW m = EW ms(I) + EW ms(II) = (– 30) + (– 11) = – 41 мкм,
TW m = 25 мкм [25, стр.39, табл.18] – допуск на среднюю длину общей нормали,
EW mi = EW m – TW m = – 41 – 25 = -66 мкм,
получаем  мм;
мм;
допуск наружного диаметра (диаметра вершин зубьев h):
Тd ≥ (0, 6÷ 0, 3мм) * Тн,
где Тн – допуск на смещение исходного контура, Тн = 70 мкм,
Тd ≥ 0, 4 * 70 = 28 мкм, принимаем 25 мкм (Ø  );
);
допуск на радиальное биение наружного диаметра (диаметра вершин зубьев h): Fr“ £ 0, 6 * Fr,
где Fr – радиальное биение зубчатого венца, Fr = 50 мкм,
Fr“ £ 0, 6 * 50 = 30 мкм, принимаем 30 мкм;
шероховатость:
- рабочей повехности зубьев:
Ra £ 0, 1 * ff,
где ff – допустимое отклонения порофиля, ff = 14 мкм, Ra £ 0, 1 * 14 = 1, 4 мкм, принимаем 1, 2 мкм;
- диаметра вершин зубьев Ra 3, 2 мкм,
- боковой базовой поверхности венца Ra 3, 2 мкм,
- боковой базовой поверхности ступицы Ra 3, 2 мкм,
допуск торцевого биения базовых торцов по отношению к оси базового отверстия, рекомендуется в зависимости от допуска на направление зуба Fb : Tr £ 0, 5 * d * Fb /b, где d – делительный диаметр, d = 112 мм, b – ширина зубчатого венца, b = 35 мм, Fb = 9 мкм [25, стр.26, табл.11],
Tr £ 0, 5 * 112 * 9 / 35 = 14, 4 мкм, принимаем 12 мкм;
допуск на отклонение формы (круглости и профиля продольного сечения) в зависимости от выбранного уровня относительной геометрической точности: T = 0, 2 * IТ, где IТ – допуск посадочного отверстия Ø ,
T = 0, 2 ∙ 25 = 5 мкм, принимаем 4 мкм;
параметры шероховатости поверхности в зависимости от выбранного уровня относительной геометрической точности: Ra £ 0, 025 * IТ, где IТ – допуск посадочного отверстия Ø , Ra £ 0, 025 * 25 = 0, 625 мкм, принимаем Ra = 0, 5 мкм;
принимаем Шпонка 10× 8× 54 ГОСТ 23360-78 [21, стр.2, табл.1]. Для посадки шпонки при нормальном соединении, принимаем паз втулки 10Js9(±0, 018) и глубину паза 3, 3+0, 2 мм [21, стр.4, табл.2], получаем 35, 000 + 3, 3+0, 2 = 38, 3+0, 2 мм,
допуски расположения плоскости симметрии паза относительно оси посадочной цилиндрической поверхности (Тпарал и Тсим), где Тшп = 36 мкм – допуск ширины шпоночного паза b:
Тпарал = 0, 6 * Тшп = 0, 6 * 36 = 21, 6 мкм, принимаем 20 мкм,
Тсим = 4, 0 * Тшп = 4, 0 * 36 = 144 мкм, принимаем 120 мкм;
параметры шероховатости паза втулки – Ra не более 3, 2 мкм [21, стр.16, прилож.2].
ЛИТЕРАТУРА
1. Цитович Б.В. «Нормирование точности и технические измерения». Курсовое проектирование: учебно-методическое пособие для студентов инженерно-технических специальностей. В 2 ч. Ч. 1 / Б.В. Цитович [и др.]; под ред. Б.В. Цитовича и П.С. Серенкова. – Мн.: БНТУ, 2006. – 176 с.
2. Цитович, Б.В. «Нормирование точности и технические измерения». Курсовое проектирование: учебно-методическое пособие для студентов инженерно-технических специальностей. В 2 ч. Ч. 2. / Б.В. Цитович [и др.]; под ред. Б.В. Цитовича и П.С. Серенкова – Мн.: БНТУ, 2006. – 78 с.
3. ГОСТ 25346-89 (СТ СЭВ 145-88). Государственный стандарт СССР. «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений».
4. ГОСТ 24853-81 (СТ СЭВ 157-75). Государственный стандарт СССР. «Калибры гладкие для размеров до 500мм. Допуски».
5. ГОСТ 14810-69. Государственный стандарт СССР. «Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм. Конструкция и размеры».
6. ГОСТ 18360-93. Государственный стандарт СССР. «Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры».
7. ГОСТ 2015-84 (СТ СЭВ 4135-83). Государственный стандарт СССР. «Калибры гладкие нерегулируемые. Технические требования».
8. ГОСТ 8.050-73. Государственный стандарт СССР. «Нормальные условия выполнения линейных и угловых измерений».
9. РД 50-98-86. «Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм. (по применению ГОСТ 8.051-81)».
10. ГОСТ 9244-75. Государственный стандарт СССР. «Нутромеры с ценой деления 0, 001 и 0, 002 мм. Основные параметры. Технические требования».
11. ГОСТ 18833-73. Государственный стандарт СССР. «Головки измерительные рычажно-зубчатые. Типы, основные параметры и размеры. Технические требования».
12. ГОСТ 9038-90 (СТ СЭВ 720-77). Государственный стандарт СССР. «Меры длины концевые плоскопараллельные. Технические условия».
13. ГОСТ 4381-87. Государственный стандарт СССР. «Микрометры рычажные. Общие технические условия».
14. ГОСТ 8338-75 (СТ СЭВ 3795-82). Государственный стандарт СССР. «Подшипники шариковые радиальные однорядные. Основные размеры».
15. ГОСТ 3325-85. Государственный стандарт СССР. «Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки».
16. ГОСТ 520-89 (ИСО 429-86, ИСО 199-79, СТ СЭВ 774-85). Государственный стандарт СССР. «Подшипники качения. Общие технические условия».
17. ГОСТ 24810-81 (СТ СЭВ 775-77). Государственный стандарт СССР. «Подшипники качения. Зазоры. Размеры».
18. ГОСТ 20226-82 (СТ СЭВ 2794-80). Государственный стандарт СССР. «Подшипники качения. Заплечики для установки подшипники качения. Размеры».
19. Федотиков А.П. «Краткий справочник технолога-машиностроителя», издание 2-е переработанное. – Государственное научно-техническое издательство ОБОРОНГИЗ.- Москва, 1960.
20. ГОСТ 24643-81 (СТ СЭВ 636-77). Государственный стандарт СССР. «Допуски формы и расположения поверхностей. Числовые значения».
21. ГОСТ 23360-78 (СТ СЭВ 189-79). Государственный стандарт СССР. «Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки».
22. ГОСТ 24705-2004 (ИСО 724: 1993). Межгосударственный стандарт. «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры».
23. ГОСТ 16093-2004 (ИСО 965-1: 1998, 965-3: 1998). Межгосударственный стандарт. «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором».
24. ГОСТ 4608-81. Государственный стандарт СССР. «Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом».
25. ГОСТ 1643-81 (СТ СЭВ 641-77, 643-77, 644-77). Государственный стандарт СССР. «Передачи зубчатые цилиндрические. Допуски».
26. Допуски и посадки: Справочник в 2-х ч. Ч.1/Под ред. В.Д.Мягкова. 5-е изд., перераб. и доп.-Л.: Машиностроение. Ленингр. отд-ние, 1978-544 с., ил.
27. Допуски и посадки: Справочник в 2-х ч. Ч.2/Под ред. В.Д.Мягкова. 5-е изд., перераб. и доп.-Л.: Машиностроение. Ленингр. отд-ние, 1978- с.545-1032, ил.