Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Основной показатель деформации при волочении, его определение
|
|
В процессе волочения не происходят изменения во времени напряжения и деформации, то есть он является стационарным. При волочении проволоки концы заготовок сваривают и процесс становится непрерывным. При волочении прутков и профилей из-за ограниченности длины агрегатов процесс квазистационарный. Слои металла при волочении перетекают из радиального в осевое направление. Это определяет нестационарный характер скорости деформации в очаге деформации. Средняя скорость деформации принимает значения в интервале от 10¹ до 105 1/с и повышается с уменьшением диаметра проволоки
и длиной очага деформации.В табл. 1 представлены наиболее употребляемые обжатия при волочении
некоторых металлов. Таблица 1. Обжатия при волочении
| Материал | Единичные, % | Суммарные, % |
| Сталь: | ||
| низкоуглеродистая | 12—35 | |
| среднеуглеродистая | 12—30 | |
| высоколегированная | 16—25 | |
| То же | 15—30 | |
| Ферритного класса | 10—30 | |
| Аустенитного класса | 10—30 | |
| Ледебуритного класса | 10—30 | |
| Медь чистая | 14—35 | |
| Сплав меди | 12—30 | |
| Алюминий и его сплавы | 12—40 |
Обжатие (уменьшение поперечного сечения) при холодном волочении за один проход достигает 55 % и зависит от свойств металла и условий трения. Величина суммарных обжатий зависит от пластичности металлов и изменяется от З0 до 95 %. Промежуточный отжиг восстанавливает пластические свойства металлов. В процессе волочения получают проволоку с диаметром от 0, 005 до 40 мм, прутки 5-50 мм и профили различной формы поперечного сечения. Проволоку, получаемую волочением, подразделяют на группы по размеру. Это разделение носит условный характер и поэтому не является одинаковым для всех заводов. Принято считать проволоку диаметром более 3 мм толстой, 1 - 3 мм средней, 0, 05 - 1 мм - тонкой, 0, 01 - 0, 05 мм — тончайшей и менее 0, 01 мм — микронной толщины. Повышение скорости волочения означает повышение производительности станов. Однако существуют границы повышения скорости волочения. Они носят технический (динамические нагрузки), технологический (царапины, прочность швов) и теплотехнический (повышение температуры, возможность охлаждения) характер. Ниже приведены применяемые скорости волочения (м/с) изделий из различных материалов:
Алюминиевая и медная тончайшая проволока …….. 70
Алюминиевая и медная тонкая проволока………….. 40
Тонкая стальная проволока........................................................................................... … 30
Алюминиевая и медная проволока средних размеров.. 25
Стальная проволока средних размеров ……………... 20
Углеродистая сталь……………………………………. 15
Высоколегированная сталь …………………………... 10
Стальная проволока толщиной > 10 мм……………… 5
Прутки, профили……………….................................... 2, 5
Сильно усложняется процесс волочения металлов упрочняющихся (аустенитные стали), с малой пластичностью (вольфрам, молибден, быстрорежущие стали) и с очень слабым упрочнением (тантал). В первых двух случаях необходимо применять промежуточные отжиги, а в третьем — применять пониженные обжатия.
36. понятие обжатия при волочении. Его связь с вытяжкой и определение при волочении сплошных и полых изделий.(см №35)
Обжатие (уменьшение поперечного сечения) при холодном волочении за один проход достигает 55 % и зависит от свойств металла и условий трения. Величина суммарных обжатий зависит от пластичности металлов и изменяется от 30 до 95%.

 относительное обжатие
относительное обжатие
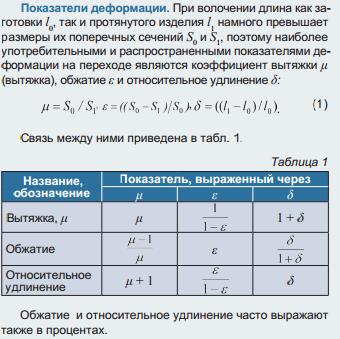
Обжатие и вытяжка связаны между собой следующими соотношениями, основанными на законе постоянства объема:

По сравнению с показателем обжатия коэффициент вытяжки точнее характеризует степень деформации металла при волочении, причем с повышением степени деформации разница между показателями деформации увеличивается.
Суммарное обжатие МЕ =М1+М2+…+Мn
Среднее обжатие Мср=  Е
Е
n-кол-во проходов
единичное обжатие Мi= 
вытяжка Е=1-М
Мi=Di*ti D-средний диаметр, t-толщина стенки
37. средние и суммарные обжатия при волочении сталей и цветных металлов и сплавов(см №36+35))