Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Заняття № 10 - 11 4 страница
|
|
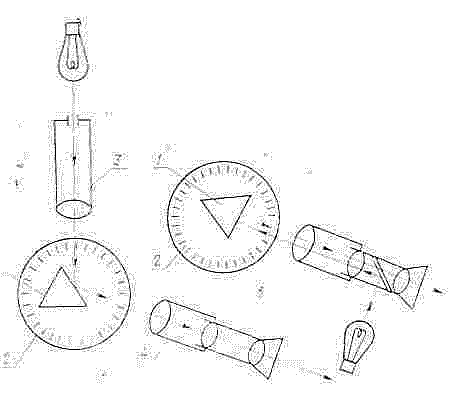
При автоколлімаційному способісвітловий потік від марки автоколліматора паралельним пучком потрапляє на деталь 1 і, відобразившись (поверхня кута повинна бути перпендикулярна оптичній осі), дасть зображення в площині окулярної сітки. Після поєднання зображення знімається перший відлік по лімбу 2, а після повороту на кут до поєднання з іншою гранню — другий відлік.
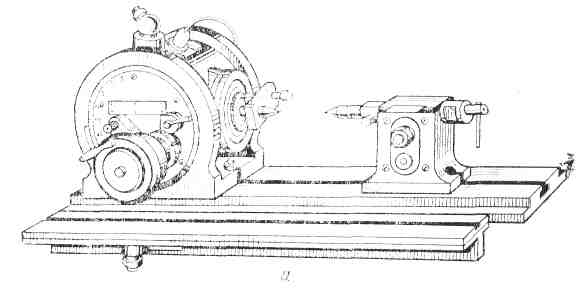
Конструкція гоніометра (рисунок 35а)складається з колліматора 1, наочного столика 2, зорової труби 3, лімба 4, вертикальної осі 5, поворотної частини приладом (алідади) 6, основи 7 і відлікового мікроскопа 8.
Гоніометри виготовляються з ціною розподілу 1", 2"; 5"; 10"; 30".
Погрішність приладів — не більш ціни розподілу. Застосовуються гоніометри в основному для вимірювання кутових заходів і кутових призм з скла і металу.
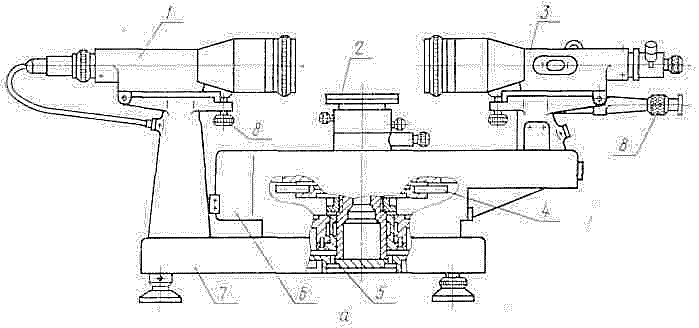
Оптичною ділильною головкою (рисунок 36) називається оптико-механічний прилад для вимірювання і розмітки кутів у деталей, встановлюваних в центрах.
Головки звичайно встановлюються на спеціальній станині, а деталь —в центрах (рисунок 36б). На станину головки встановлюється штатив або стійка з відліковою головкою (іноді робляться спеціальні вузли з вимірювальною головкою), які скоординовані якою-небудь поверхнею станини щодо осі центрів.
а)
в)
а—загальний вигляд; б—коллімаційна схема вимірювання; в—автоколлімаційна схема вимірювання
Рисунок 35 - Гоніометр
При вимірюванні (рисунок 36) здійснюється перший відлік кута по ділильній голівці і лінійній відрахункової голівці. Потім відрахункова головка виводиться з контакту з деталлю, деталь повертається на номінальний кут (відлік по ділильній голівці), а потім відрахункова головка знов вводиться до первинного положення відносно осі і за шкалою відрахункової головки відраховується відхилення кута в лінійному виразі на вимірюваному радіусі. Можна робити і навпаки, тобто поворотом деталі встановлювати вимірювальну голівку на нуль, а відлік кута здійснювати по ділильній голівці. Іноді ділильна головка в поєднанні з оптичним довжиноміром використовується для вимірювання кулачків. Часто ділильну головку використовують для розмітки кутів або повороту (розподілів) деталі на оброблювальному верстаті.
|

а—загальний вигляд; б—вимірювання шліцьового валу
Рисунок 36 - Оптична ділильна головка:
Ціна розподілуголовок буває частішим всього 2, 5"; 10"; 30"; 60".
Погрішність головок звичайно укладається в ціну розподілу.
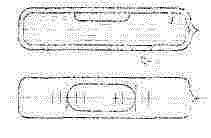
Уровнем називається вимірювальний засіб для визначення горизонтальності поверхні (положення відносно горизонту) і вимірювання відносно невеликих відхилень від неї. Найбільше розповсюдження мають ампульні уровні, в яких чутливим елементом є ампула. Ампула (рисунок 37) є скляною трубкою, внутрішня поверхня якої виконана по дузі кола великого радіусу (наприклад, для ціни розподілу уровня в 2" ампула має радіус кривизни 206265 мм)
Внутрішній замкнутий об'єм трубки заповнений майже повністю рідиною (етиловий спирт, ефір і їх суміші), а невелика частина, вільна від рідини і заповнена парами цієї рідини, утворює «капельку», що є покажчиком для відліку кута нахилу ампули за шкалою, нанесеною на зовнішній поверхні ампули. Звичайно інтервали поділу рівні 2 мм і ціна поділу забезпечуються різними радіусами кривизни ампули.
|
|
Рисунок 37 – Ампули уровнів
Ціна поділки уровня (ампули) задається не в кутовій, а в лінійній мірі, як приріст по висоті в міліметрах на один метр довжини. Звичайно приймаються ціни поділу від 0, 01 до 0, 2 мм/м (ціна поділки 0, 2 мм/м означає, що якщо «капелька» змістилася на одну поділку, то поверхня, на якій розташовується уровень, має ухил, який рівний 0, 2 мм (200 мкм) на довжині в 1 м).
Конструкції уровнів відрізняються конструкцією корпусу, в якому закладається ампула, або способом використання ампули. Існує три різновиди ампульних уровнів: рамні, брускові і мікрометричні.
Рамний уровень (рисунок 38) складається з квадратного корпусу 1 з прямими кутами, в якому знаходиться основна ампула 3і установча ампула 2 (для установки уровня в площині, яка перпендикулярна відносно перевіряємої). Одна сторона 4корпуси — плоска, а інші - призматичні для зручності установки на циліндричні поверхні.
Ціна поділу цих уровнів — від 0.02 до 0, 2 мм/м; розміри сторін 200x200 мм. Всі чотири сторони уровня є робочими.
Брускові уровні мають корпус, в якому тільки одна робоча поверхня — нижня, і вона має призматичну виїмку. У них також є дві ампули. Ціна поділу цих рівнів від 0, 01 до 0, 1 мм/м, довжина корпусу — 100 або 200 мм.
Мікрометричним уровнем називають уровень, в якому ампула використовується в поєднанні з мікрометричною парою і ампула виконує функції «нуль пункту». Принципова схема таких уровнів полягає у тому, що один кінець ампули пов'язаний з мікрогвинтом, і переміщення цього кінця можна відрахувати по мікропарі. Після установки уровня на поверхні за наявності ухилу «капелька» ампули зміщується убік, зворотну ухилу, і тоді обертанням мікрогвинта «капелька» приводиться в нульове положення, і по мікропарі здійснюють відрахунок кута, тобто величини необхідного підйому або опускання для компенсації кута нахилу.
Виготовляється два види таких уровнів з ціною поділу 0, 1 і 0, 01 мм/м, які відрізняються конструкцією.
Індуктивні уровні застосовуються при створенні приладів з малою ціною поділу і для усунення основного недоліку ампульних уровнів - чутливості до змін температури..
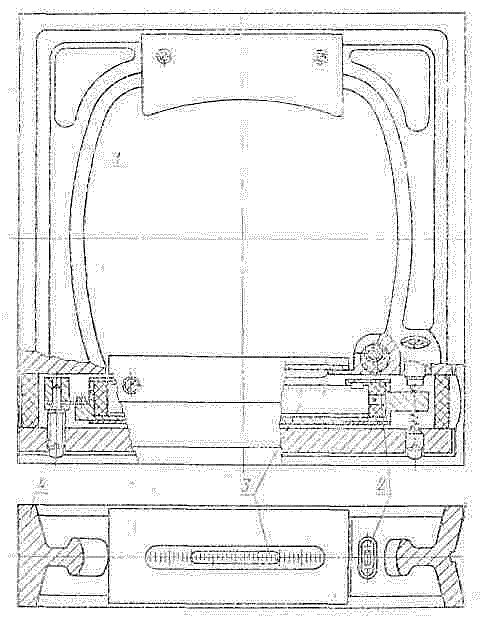
Рисунок 38 – Рамний уровень
Принцип дії індуктивних уровнів аналогічний індуктивним приладам. За якір в індуктивних перетворювачах уровня, приймається підвішений вантаж (маса). При нахилі корпусу якір завжди займатиме положення, перпендикулярне горизонтальній поверхні, а котушки будуть повертатися разом з корпусом відносно якоря. Такі уровні виготовляються з ціною поділу від 2 до 20". Переваги індуктивних уровней — забезпечення дистанційності вимірювання, можливість алгебраїчних підсумовувань, малі габаритні розміри датчика.
Основні засоби контролю різьбових виробів
Різьбові вироби контролюють в основному за допомогою граничних калібрів (комплексний метод). В комплект для контролю входять робочі прохідні та непрохідні граничні калібри.
Прохідні граничні калібри повинні згвинчуватись з різьбовим виробом, вони контролюють приведений середній і зовнішній (у гайок) або внутрішній (у болтів) діаметр різьби.
Непрохідні різьбові калібри контролюють власне середній діаметр.
Поелементний контроль різьбових виробів (диференційований метод) використовується переважно для точних різьб: калібрів-пробок, різьбообробних інструментів тощо. При цьому окремо перевіряють середній діаметр різьби, крок, половину кута профілю. Використовують універсальні (штангенциркулі, різьбоміри), та спеціалізовані інструменти та прилади: мікроскопи, контактні прилади для методів трьох дротиків, проектори, різьбові мікрометри тощо.
Контроль шліцьових з'єднань
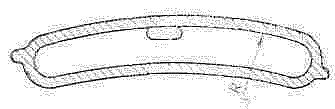
Шліцьові з'єднання контролюють комплексними прохідними калібрами (рисунок 39) та поелементними непрохідними калібрами або на універсальних вимірювальних приладах.
Контроль шліцьового вала або втулки комплексним калібром є достатнім в одному положенні, без переустановлення калібру.

Рисунок 39 - Калібри для контролю шліцьових з'єднань
На рисунку 6а) показані калібри для контролю прямобічних з'єднань; на рисунку 39б) - для контролю евольвент-них з'єднань.
Контроль поелементним непрохідним калібром необхідно виконувати не менше, як в трьох різних положеннях. Якщо калібр проходить хоча б в одному з цих положень, контрольовану деталь вважають бракованою.
Допуски калібрів для контролю шліцьових прямобічних з’єднань регламентовані ГОСТ 7951, допуски і види калібрів для контролю шліцьових евольвентних з’єднань ГОСТ24969.
Пневматичні довжинометри
Вимірювальними засобами з пневматичним перетворенням для вимірювання лінійних розмірів (їх часто називають пневматичними приладами) називаються вимірювальні засоби, в яких перетворення вимірювальної інформації, тобто інформації, що містить відомості про вимірюваний розмір, здійснюється через вимірювання параметрів стислого повітря в повітряній магістралі при його закінченні через невеликий отвір.
Принцип дії всіх пневматичних приладів для вимірювання лінійних розмірів заснований на положенні газової механіки про те, що якщо в якій-небудь магістралі повітропроводу (камері) знаходиться повітря під тиском і випускається через невеликий отвір в атмосферу або в будь-яке інше середовище з номінально постійним тиском, то витрата повітря через цей отвір в одиницю часу в загальному випадку залежатиме від площі прохідного перетину отвору і від тиску усередині магістралі. При постійному тиску витрата залежатиме тільки від площі прохідного перетину. Якщо на шляху розповсюдження повітряного потоку поблизу отвору виявляється перешкода, то витрата повітря і тиск усередині магістралі біля отвору міняються.
Отвір, використовуваний в пневматичних приладах, через яке виходить повітря, називається соплом. Поєднання сопла з перешкодою, що знаходиться перед ним, одержало назву сопло-заслінка.
Заслінка це або поверхня вимірюваної деталі (безконтактні вимірювання), або елемент конструкції вимірювального пристрою, положення якого пов'язане з вимірюваною деталлю (контактні вимірювання).
Пневматичні прилади забезпечуються звичайно блоками підготовки повітря, яка полягає в очищенні його (фільтрами) і стабілізації тиску (стабілізаторами).
Відповідно до багаторічного використовування певних видів відлікових пристроїв пневматичні прилади розділяють на ротаметричні і манометричні. У принципі ці прилади є витратомірами газу. Ротаметричні прилади є витратоміром постійного перепаду тиску, а манометричні — витратоміром змінного перепаду тиску.
Залежно від використовуваного тиску пневматичні прилади ще розділяють на прилади високого і низького тиску.