Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Способы чистовой отделки зубьев зубчатых колес
|
|
С увеличением быстроходности машин возникла настоятельная необходимость в бесшумно работающих зубчатых колесах. Шум, вы: зываемый зубчатыми колесами, часто обусловлен ненормальными условиями работы зубчатой передачи, влекущими за собой ускоренное изнашивание ее. Шум вредно влияет на человеческий организм. Весь комплекс причин возникновения шума при работе зубчатых колес еще не достаточно изучен. Улучшение качества зубчатых колес, способствующих уменьшению шума, достигается:
1) нарезанием зубьев с точностью, выражаемой сотыми и тысячными долями миллиметра.
2) 2) термической обработкой с применением цианирования и газовой цементации, дающих значительно меньшую деформацию зубчатых колес, чем обычная цементация и закалка.
3) 3) применением рациональных способов окончательной чистовой обработки зубьев, позволяющих достигнуть их точность до 2—3 мкм.
Помимо стремления усовершенствовать способы окончательной обработкой зубьев изыскиваются способы заглушения шума путем подбора конфигурации коробок скоростей, применения гибких зубчатых колес из специальных сортов стали, зубчатых колес из неметаллических материалов (пластмас и др.).
Причины шума зависят не только от качества обработки зубьев, но и от сборки зубчатых передач, неточности изготовления корпусов и валиков, деформации валиков, несущих зубчатые колеса, смазки и пр.
Окончательная чистовая отделка зубьев производится следующимиспособами: 1) обкаткой; 2) шевингованием; 3) шлифованием; 4) притиркой и приработкой.
Обкаткой называется процесс получения гладкой поверхности зубьев незакаленного зубчатого колеса путем вращения его между тремя вращающимися закаленными шлифованными зубчатыми колесами (эталонами), точность которых достигает ±5 мкм. При этом получается некоторое исправление небольших погрешностей в форме зуба.
Шевингованием (от английского глагола to shave — брить).называется процесс чистовой отделки зубьев незакаленного зубчатого колеса, заключающийся в снятии (соскабливании) очень мелких волосообразных стружек, благодаря чему значительно исправляются эксцентриситет начальной окружности, ошибки в шаге, в профиле эвольвенты и в угле подъема винтовой линии.
Шевингование (или иначе шевинг-процесс) производится двумя способами. По первому способу шевингование выполняется при помощи специального инструмента, называемого шевером. Шевер представляет собой режущее зубчатое колесо с прорезанными на боковых сторонах каждого зуба канавками глубиной 0, 8 мм. Эти канавки образуют режущие кромки, которые и соскабливают волосообразную стружку.
На рис. 12 представлены общий вид и схемы шевингования.
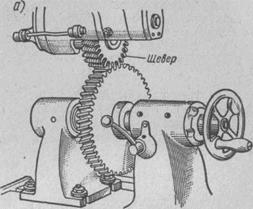
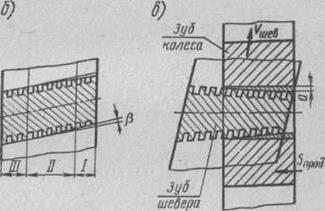
Рис. 12 Шевингование цилиндрического зубчатого колеса дисковым шевером:
Оправка с обрабатываемым зубчатым колесом (рис. 12, а) закрепляетя в центрах стола станка; шевер располагается над зубчатым лесом под углом 15°, образуя с колесом как бы винтовую пару со скрещивающимися осями. Приведенный во вращение шевер вращает обрабатываемое зубчатое колесо, которому придается осевое возвратно-поступательное перемещение, называемое продольной подачей (snp = 0, 15 - 0, 3 мм на один оборот зубчатого колеса); при этом шевер равномерно соскабливает стружку по всейширине зуба. Помимо вращения и осевого движения обрабатываемого зубчатого колеса для равномерного снятия стружки по всему профилю зуба стол станка имеет вертикальное перемещение sB — 0, 025 – 0, 04 мм на один ход стола. После окончания каждого хода стола шевер получает вращение в обратную сторону и обрабатывает другую сторону зуба.