Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Чавуни.
|
|
Чавунами називають сплави заліза з вуглецем, що містять більше 2, 14% вуглецю. Вони містять ті ж домішки, що і сталь, але в більшій кількості. В цілому чавуни мають вміст вуглецю 2…4%, кремнію – 1, 5…4%, марганцю – 0, 6…1, 25%, фосфору – 0, 1…1, 2%, сірки – ≤ 0, 06%.
13.1. Класифікація чавунів.
Вуглець в чавуні може знаходитись в стані цементиту, графіту чи в складі металевої фази.
Графіт збільшує зносостійкість і антифрикційні властивості чавуну, за рахунок власної мастильної дії. Чавуни добре обробляються різанням, забезпечують менш шорстку поверхню. Наявність евтектики в чавунах зумовлює їх гарні ливарні властивості. Механічні властивості чавунів в основному обумовлені кількістю і структурними особливостями графітної складової. Чим менше графітних включень, чим вони дрібніші і більше ступінь їх ізольованості, тим вище міцність чавуну. Залежно від стану вуглецю в чавуні, розрізняють:
Білий чавун – в якому весь вуглець знаходиться в зв'язаному стані у вигляді цементиту, і половинчастий чавун – в якому вуглець в значній мірі або повністю знаходиться у вільному стані у вигляді графіту.
Половинчасті чавуни в залежності від форми графіту, що визначає міцність та властивості опору деформації, підрозділяють на:
- сірі - пластинчата або червоподібна форма графіту;
- високоміцні - кулястий графіт;
- ковкі – хлоп'євидний графіт.
а б в
Рисунок 16. – Вид графіту в чавуні: а – пластинчатий; б – хлоп'євидний;
в – кулястий.
Найбільшу міцність чавунів забезпечує куляста форма графіту, для хлоп'євидної форми графіту характерна збільшена пластичність. Чавун з пластинчатою або червоподібною формою графіту можна розглядати як високовуглецеву сталь в якій графіт відіграє роль надрізів, які послаблюють металеву основу.
13.2. Характеристика видів чавунів.
Білі чавуни (переробні) використовуються як сировина в металургії для отримання сталі чи залізних сплавів., тому що з-за значної кількості цементиту вони дуже крихкі важко обробляються.
Сірі чавуни (ливарні) (ГОСТ 1412 – 85) складаються з металевої основи з вкрапленням графіту пластинчатої форми. Металева основа сірих чавунів в залежності від складу і умов кристалізації може бути перлітною, феритною чи ферито-перлітною. Сірі чавуни мають високі ливарні властивості (рідкотекучість, мала усадка, незначний пригар металу), добре обробляються різанням і опираються зносу, однак внаслідок низької пластичності використовується в більшості для невідповідальних деталей: станини верстатів, колони, каретки, кришки, картери, гальму вальні барабани, маховики, корпуса редукторів, радіатори, санітарно-технічні труби тощо. Приклад: СЧ 18-36, СЧ 10-25, СЧ 20-42.
Ковкі чавуни (ГОСТ 1214 – 79) мають феритну або перлітну металеву основу і хлоп’євидний графіт, що штучно отримують при довготривалому графітизуючому відпалюванні білих чавунів. Ковкі чавуни з перлітною основою характеризуються високою твердістю і міцністю в поєднанні з невеликою пластичністю. Феритні ковкі чавуни характеризуються високою пластичністю але меншою міцністю. Використовують ковкі чавуни для виготовлення різних тонкостінних деталей, що працюють при ударних та вібраційних навантаженнях: фланці, муфти, картери, ступиці. Приклад: КЧ 30-6, КЧ 37-17, КЧ 45-7, КЧ 55-4.
Високоміцні чавуни (ГОСТ 7293 – 85) мають феритну чи перлітну основу з включеннями дрібного кулястого графіту, яку отримують при модифікації рідкого чавуну магнієм, ітрієм та інш. Кулястий графім, має мінімальну поверхню при даному об’ємі і значно менше послаблює металеву основу, не являючись концентратором напружень. Ці чавуни мають високу твердість, міцність, здатність гасити вібрації, зносостійкість. Вони використовуються для масивних відповідальних виливок замість сталевих: циліндри, шестерні, колінчасті і розподільчі вали. Приклад: ВЧ 35, ВЧ60, ВЧ100.
Крім простих чавунів також існують і леговані, спеціальні чавуни. Вони створені на основі простих з обов’язковим комплексом легування. Це жаростійкі, корозійностійкі, зносостійкі, антифрикційні та немагнітні чавуни.
Жаростійкі чавуни (ГОСТ 7769 – 82) – це сірі та високоміцні чавуни, леговані кремнієм та хромом. Вони мають значний діапазон високих робочих температур 700…1000º С, високу окалиностійкість, корозійну стійкість. Їх використовують в теплоенергетиці, казанобудуванні. Приклад: ЧС5, ЧС17, ЧХ28, ЧХ32, ЧН19Х3Ш, ЧН11Г7Ш.
Корозійностійкі чавуни (ГОСТ 11849 – 76) леговані Si, Ni, Cr. Вони мають стійкість в сірчаній, азотній та органічних кислотах. Приклад: фероселід – ЧС13, ЧС15, антіхлор - ЧС15М4, ЧС17М3, ЧН15Д7.
Зносостійкі чавуни – це сірі та високоміцні чавуни високої твердості, стійкості до абразивного тертя. З них виливають деталі гірничих машин, тракторів, екскаваторів, днища двигунів, циліндрів тощо. Приклад: ИЧХНТ, ИЧН1МШ.
Антифрикційні чавуни (ГОСТ 1585 – 85) мають високу міцність, зносостійкість, низький коефіцієнт тертя. Графітові включення в цих чавунах виконують функції переносу мастильного матеріалу і самі є змащенням. Чавуни використовують в підшипниках ковзання, вузлах тертя. Приклад: АЧК-1, АЧВ-2, АЧС-2.
Немагнітні чавуни – це аустенітні високолеговані чавуни. Їх використовують у випадках коли потрібна мінімальна втрата потужності (кришки масляних вмикачів, кінцеві коробки трансформаторів, стійки для магнітів).
13.3. Маркування чавунів.
Чавуни маркірують двома буквами що вказують на вид чавуну і числами, що характеризують механічні властивості.
- сірий чавун позначають буквами – " СЧ";
- високоміцний – " ВЧ";
- ковкий – " КЧ".
Перше число в марці відповідає мінімальному значенню тимчасового опору при розтягуванні, в МПа.
Друге число, що пишеться через дефіс або не вказується – границя міцності при згинанні (для сірих чавунів), або відносне подовження (для ковких і високоміцних чавунів).
Приклад:
СЧ10 - сірий чавун з межею міцності при розтягуванні 100 МПа;
ВЧ70 - високоміцний чавун з σ т.о. ≈ 700 МПа при розтягуванні;
КЧ35 - ковкий чавун σ т.о. ≈ 350 МПа.
В спеціальних чавунах вказується тип чавуну і перелік легуючих елементів з вказівкою їх кількості (аналогічно легованим сталям).
Приклад:
ЖЧХ28 – жаростійкий чавун, хрому ~ 28%;
ЧХ32 – чавун корозійностійкий, хрому ~ 32%;
ИЧХНТ – зносостійкий чавун, легований Cr, Ni, Ti у кількості ~ по 1, 0...1, 5 % кожного.
В марках антифрикційних чавунів позначають тип чавуну і вказують номер у відповідному ГОСТі.
Приклад:
АЧС-1 – антифрикційний чавун сірий №1,
АЧВ-2 - антифрикційний чавун високоміцний №2.
Лекція 14
14. Термічна обробка залізовуглецевих сплавів.
З метою підготовки структури сталевих заготовок, надання потрібних вимог міцності, твердості та пластичності чи формування певного комплексу характеристик, в умовах виробництва застосовують різні види та технології термічної та хіміко-термічної обробки.
Основними видами термічної обробки, що по-різному змінюють структуру та властивості сталій і які призначають в залежності від потреб до напівфабрикатів (виливки, поковки, прокат тощо) чи готових виробів, є відпалювання, нормалізація, гартування та відпущення.
14.1. Відпалювання.
В залежності від температури нагріву, умов охолодження та отриманих структури і властивостей застосовують різні види відпалювання, схеми яких дані на рис. 17.
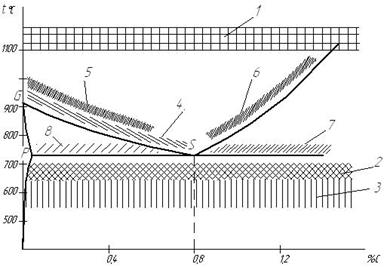 Рисунок 17. – Діаграма стану Fe – Fe3C з температурними інтервалами відпалювання.
Рисунок 17. – Діаграма стану Fe – Fe3C з температурними інтервалами відпалювання.
1 – гомогенізація. Використовують для литих заготовок з легованої сталі, з метою зменшення дендритної чи внутрішньокристалічної ліквації, яка збільшує схильність сталі до крихкого зламу, знижує пластичність і в’язкість. Нагрівають до t ~ 1100 – 1200°С, охолоджують до 800°С в печі а далі на повітрі.
2 – низькотемпературне відпалювання для зниження твердості та рекристалізаційне відпалювання. Відпущення для зниження твердості нерівноважної структури після прокатки використовують для високолегованих сталей. При цьому покращується оброблюваність, за рахунок сфероїдизації карбідів. Рекристалізаційне відпалювання використовують як проміжну операцію для знімання наклепу при холодному деформуванні. Режим: нагрівають до t ~ 650 – 700°С, охолоджують на повітрі.
3 – відпалювання для знищення напружень. Цьому виду відпалювання піддають виливки, зварені вироби, деталі після обробки різанням, правки, в яких виникають внутрішні (залишкові) напруження. Режим: до t ~ 550 – 650°С, охолодження разом з піччю.
4 – повне відпалювання з фазовою перекристалізацією. Цей вид відпалювання є підготовчою термічною обробкою. Відпалу піддають виливки, поковки, сортовий і фасонний прокат, труби, листи тощо для зниження міцності, твердості, покращення оброблюваності середньовуглецевої та високовуглецевої сталі, подрібнення зерна, усунення структурної неоднорідності та внутрішніх напружень. Режим: нагрівання до t ~ АС3 + (30 – 50°С), охолодження разом з піччю.
5 – нормалізація доевтектоїдних сталей. Цей вид відпущення часто заміняє гартування з відпущенням. Нормалізація визиває повну фазову перекристалізацію, тому отримана структура є дисперсною, що збільшує опір крихкому руйнуванню, знижує поріг холодноламкості; забезпечує гарну оброблюваність; дозволяє отримати оптимальне сполучення міцності і пластичності вуглецевих та легованих сталей. Режим: нагрівання до t ~ АС3 + (50 – 70°С), охолодження прискорене, на повітрі чи обдувом.
6 – нормалізація заевтектоїдних сталей застосовується для усунення цементитної сітки;
7 – сфероїдизація. Застосовують для заевтектоїдних вуглецевих та легованих сталей з метою отримання зернистої (сфероїдальної) форми перліту, замість пластинчатої. Сталь з зернистим перлітом має трохи меншу твердість і міцність, але набуває гарної оброблюваності різанням, тобто можливе використання великих швидкостей різання і отримання високої чистоти поверхні. Режим: нагрівання до t ~ 750 – 780°С, охолодження до 620 – 680°С в печі, а далі на повітрі.
8 – неповне відпалювання. Використовують для покращення оброблюваності різанням конструкційних вуглецевих та легованих сталей. Режим: нагрів до t ~ АС1 + 50°С, охолодження до 600°С разом з піччю, а даль на повітрі.
14.2. Гартування та відпущення сталі.
Гартування полягає в нагріві сталі на 30 – 50°С вище лінії АС3 для доевтектоїдних сталей чи вище лінії АС1 для заевтектоїдних сталей; витримці для завершення фазових перетворень и подальшому охолодженню зі швидкістю більшою за критичну. Для вуглецевих сталей охолодження проводять частіше у воді, а для легованих – в маслі чи інших середовищах. Щоб зменшити крихкість і напруження, що викликаються гартуванням, і отримати потрібний комплекс механічних властивостей, сталі після гартування обов’язково піддають відпущенню.
Конструкційні сталі в основному піддають гарту для підвищення міцності, твердості, отримання достатньої в’язкості, інструментальні сталі гартують з метою надання твердості, різальних властивостей, зносостійкості.
Вибір температурного режиму при гартування залежить від хімічного складу сталі, структури та кінцевого комплексу вимог, які ставляться до неї.
Доевтектоїдні сталі нагрівають на 20 – 30°С вище точки АС3. В цьому разі сталь з вихідною структурою Ф + П(Ф+Fe3C) набуває гомогенну структуру аустеніту, яка при охолодженні з надкритичною швидкістю перетворюється в мартенсит (рис 18).
Заевтектоїдні сталі нагрівають при гартуванні до t ~(30 – 50°С) + А1, при цьому в структурі крім аустеніту зберігається деяка кількість цементиту. Після охолодження структура сталі буде складатися з мартенситу і нерозчинених часток карбідів, які мають високу твердість.
Леговані сталі нагрівають до температур більших за звичайні, для більш повного розчинення легуючих елементів і отримання легованого аустеніту.
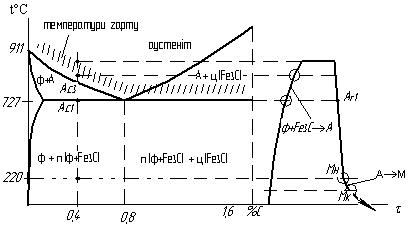 Рисунок 18. – Схема гартування сталі
Рисунок 18. – Схема гартування сталі
Тривалість нагріву при гартування повинна забезпечувати прогрівання виробу по перерізу і завершення фазових перетворень, але не повинна приводити до зростання зерен і зневуглецювання поверхневих шарів сталі. З метою запобігання останнього застосовують нагрівання в захисній чи інертній атмосфері.
Охолодження при гартуванні повинно забезпечити отримання структури мартенситу в межах потрібного перерізу виробу, при цьому не повинно визивати гартувальних дефектів: тріщин, деформацій, викривлення та високих залишкових напружень. Швидкість охолодження повинна бути над критичною в інтервалі температур Аr1 – MН для придушення розпаду аустеніту в області перлітного перетворення і уповільненою при охолодженні в інтервалі температур МН – МК (висока швидкість небажана бо приводить до різкого збільшення залишкових напружень і навіть до утворення тріщин).
В залежності від швидкості охолодження при розпаді аустеніту можуть утворюватися також дисперсні ферито-цементитні структури – сорбіт, троостит.
Завершальною операцією гартування є відпущення, в результаті якого сталь отримує потрібні структуру і властивості. Крім того знешкоджуються внутрішні напруження, що виникають при гарті.
Відпущення полягає в нагріванні загартованої сталі до температур нижчих АС1, тривалій витримці при заданій температурі і подальшому повільному охолодженні.
Температура та швидкість охолодження мають суттєвий вплив на формування остаточної структури. За цією ознакою розрізняють три види відпущення: низькотемпературне (низьке), середньо температурне (середнє) і високотемпературне (високе) (рис. 19).
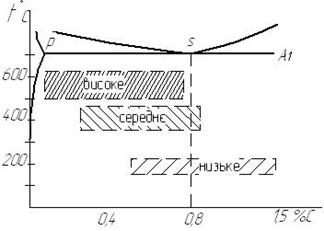
Рисунок 19. – Види відпущення.
Низькотемпературне (низьке) відпущення проводять з нагріванням до 250 °С. При цьому знижується внутрішня напруга, мартенсит гарту переходить у відпущений мартенсит, підвищується міцність і небагато поліпшується в'язкість, без помітного зниження твердості. Застосовують для загартованих сталей (0, 5—1, 3 %С), які після низького відпущення зберігають твердість в межах HRC 58—63, а отже, високу зносостійкість. Проте такий виріб (якщо око не має в'язкої серцевини) не витримує значних динамічних навантажень.
Низькотемпературному відпущенню піддають ріжучий і вимірювальний інструмент з вуглецевих і низьколегованих сталей, а також деталі, що зазнали поверхневий гарт, цементацію, ціанування або нітроцементацію. Тривалість відпущення зазвичай 1—2, 5 годин, а для виробів великих перетинів і вимірювальних інструментів призначають більш тривалішу витримку.
Средньотемпературне (середнє) відпущення виконують при 350—500 °С і застосовують головним чином для пружин і ресор, а також для штампів. Таке відпущення забезпечує високу межу пружності, межу витривалості і релаксаційну стійкість. Структура стали після середнього відпущення – троостит відпущення або троосто-мартенсит; твердість становить HRC 40—50.
Високотемпературне (високе) відпущення проводять при 500—680 °С. Структура стали після високої відпущення – сорбіт відпущення. Високе відпущення створює якнайкраще співвідношення міцності і в'язкості стали.
Гартування з високим відпущенням в порівнянні з нормалізованим або відпаленим станом одночасно підвищує σ то і σ 02, δ і ψ, а також KCU. Термічну обробку, що складається з гартування і високого відпущення, називають поліпшенням.
Поліпшенню піддають середньовуглецеві (0, 3 – 0, 5 %С) конструкційні стали, до яких пред'являються високі вимоги до межі текучості, межі витривалості і ударної в'язкості. Поліпшення значно підвищує конструктивну міцність стали, зменшуючи чутливість до концентраторів напруги, роботу розвитку тріщини, знижує температуру верхнього і нижнього порогу холодноламкості.
Відпущення при 550 – 600 °С протягом 1 – 2 годин майже повністю знімає залишкові напруження, що виникли при гартуванні. Залежно від габаритних розмірів виробу тривалість високого відпущення складає 1, 0 – 6 годин.
Гартуванню з високим відпущенням (600 – 700°С) піддають низьковуглецеву і низьколеговану товстолистову сталь, це підвищує її опір крихкому руйнуванню і зменшує схильність до старіння.
Лекція 15.
15. Кольорові метали та сплави на їх основі
15.1. Мідь та сплави на її основі
Мідь – метал червоно-рожевого кольору, пластичний, м'який. Щільність становить 8, 96 г/см3, температура плавлення 1083º С, кристалічні ґратки ГЦК. Мідь хімічно малоактивна. Має високий електроопір, прийнятий в техніці за еталонне значення – 100%. Важливе значення також має теплопровідність міді. Механічні властивості міді не високі і суттєво залежать від умов виготовлення деталей. Серед технологічних властивостей можна відзначити гарну оброблюваність тиском, можливість пайки і досить низькі ливарні властивості, зварюваність та оброблюваність різанням. Чиста мідь використовується в електротехніці для виготовлення електричних, телеграфних та телефонних дротів (М00, М0, М1), теплотехнічних виробів (нагрівачів, теплообмінників, радіаторів) у вакуумній техніці, а також в якості основи мідних сплавів.
Основними перевагами мідних сплавів є висока електропровідність, низький коефіцієнт тертя, висока пластичність, значна міцність (до 1200МПа), корозійна стійкість в агресивних середовищах, можливість термомеханічної обробки.
Мідні сплави поділяються на:
- Латуні – сплав Сu + Zn;
- Бронзи – сплав Cu + Sn, Cu +Al, Si, Be;
- Мідно-нікелеві сплави.
По хімічному складу сплави міді бувають прості (бінарні) та спеціальні леговані (багатокомпонентні)
По технологічним властивостям і способу виготовлення мідні сплави поділяють на деформовані та ливарні. З деформованих виготовляють листи, труби, напівфабрикати різного профілю. З ливарних – корпусні, фасонні виливки та художні вироби.
Зміцнення мідних сплавів термічною обробкою ускладнене, тому що розчинність легуючих елементів в міді обмежена, краще застосовувати термомеханічне зміцнення чи наклеп. Пластичність мідних сплавів підвищується відпалюванням (600 – 700º С).