Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Часть 3. Сварочное производство
|
|
Варианты №№ 1-4
Ручная дуговая сварка.
Разработайте процесс ручной электродуговой сварки цилиндрической
части резервуара (рис. 3.1). Производство мелкосерийное. Укажите тип
соединения, форму разделки кромок под сварку и дайте эскиз сечения шва с
указанием его размеров. Подберите тип, марку и диаметр электрода.
Определите режим сварки. По размерам шва подсчитайте массу наплавленного
металла. Определите расход электродов с учетом их потерь, расход
электроэнергии и время сварки изделия.
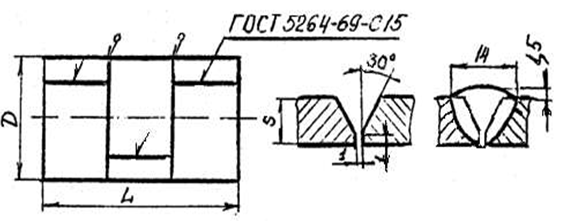
Рис. 3.1. Эскиз резервуара.
Таблица 3.1-Исходные данные к вариантам №1 – 4
| № варианта | ||||
| Материал | Ст 3 | 12Х18Н9Т | ||
| D, мм | ||||
| S, мм | ||||
| L, мм |
Варианты № 5 – 8
Автоматическая сварка под флюсом
Разработайте процесс автоматической сварки под слоем флюса плиты (рис. 3.2). Производство крупносерийное. Укажите тип соединения, форму разделки кромок под сварку и дайте эскиз сечения шва с указанием его размеров. Выберите марку и диаметр проволоки и флюса. Подберите режим сварки. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки и флюса с учетом потерь, расход электроэнергии и время сварки.
трубы
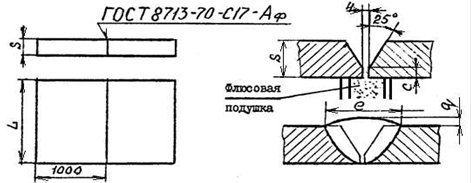
Рис. 3.2 Эскиз сварной плиты
Таблица 3.2-Исходные данные к вариантам № 5 – 8
| № варианта | ||||
| Материал | Ст 3 | 12Х18Н9Т | ||
| L, мм | ||||
| S, мм |
Варианты 9 – 12
Сварка в среде защитных газов.
Разработайте процесс полуавтоматической сварки в среде углекислого газа сосуда (рис. 3.3). Укажите тип соединения, форму разделки кромок под сварку. Дайте эскиз сечения шва с указанием его размеров. Выберите марку и диаметр электродной проволоки. Подберите режим сварки. Укажите вылет электрода, род и полярность тока. По размерам шва подсчитайте массу наплавленного металла. Определите расход электродной проволоки с учетом потерь, расход защитного газа и электроэнергии, а также время сварки изделия. 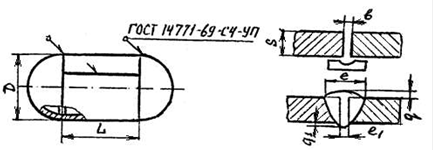
Рис. 3.3 Эскиз сварного сосуда
Таблица 3.3-Исходные данные к вариантам № 9 – 12
| № варианта | ||||
| Материал | Ст 3 | 12Х18Н9Т | ||
| D, мм | ||||
| S, мм | ||||
| L, мм |
Варианты № 13 – 16
Электроконтактная сварка
Разработайте процесс точечной сварки балки (рис. 3.4). Шаг точек t = 5dт.
Производство крупносерийное. Укажите подготовку заготовок под сварку. По
толщине свариваемых заготовок выберите тип машины и укажите ее технические данные. Рассчитайте площадь контактной поверхности электрода. По значениям плотности тока j (А/мм2) и давления p (МН/м2) определите сварочный ток и усилие, приложенное на электродах). Определите время сварки изделия. Начертите и опишите цикл точечной сварки.
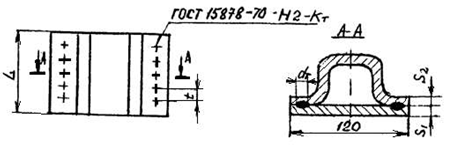
Рис. 3.4. Эскиз сварной балки.
Таблица 3.4-Исходные данные к вариантам №13 – 16
| № варианта | ||||
| Материал | Ст 3 | 12Х18Н9Т | ||
| D, мм | ||||
| S1, мм | ||||
| S2, мм |
Варианты №17 – 20
Газовая сварка.
Разработайте процесс газовой сварки трубы (рис. 3.5). Производство
мелкосерийное. Назначьте характер пламени газовой горелки, тип горелки и ее
мощность. Выберите марку и диаметр присадочной проволоки, флюс и его
состав (если он необходим). Укажите способ сварки (правый или левый). По
размерам шва определите массу наплавленного металла. Установите расход
присадочной проволоки с учетом потерь кислорода, ацетилена, карбида
кальция и время сварки изделия.
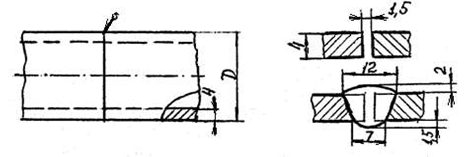
Рис. 3.5.Эскиз сварной трубы
Таблица 3.5-Исходные данные к вариантам №17 – 20
| № варианта | ||||
| Материал | Ст 3 | 10ХСНД | 15ХМ | МЗР |
| D, мм |
Методические указания к разделу «Сварочное производство»
(к третьему разделу задания)
Общие указания:
Разработку процесса дуговой сварки изделия (варианты задания №№1 -12
начинать с указания типа соединения и формы разделки кромок. Форма разделки кромок установлена ГОСТом, номер которого указывают на чертеже. Например: на рисунке заготовки задания указано АфС17(ГОСТ8713-70), что означает: Аф - автоматическая сварка под слоем флюса, на флюсовой подушке; С17 - условное обозначение шва сварного соединения. В этом же ГОСТе приведены поперечные сечения сварных швов с указанием геометрических размеров для заданных толщин металла. Для выполнения сварного шва определяют режим сварки, обеспечивающий высокое качество и производительность.
При ручной дуговой сварке (варианты задания №№ 1 - 4) основные
параметры режима сварки: диаметр электрода dэ (мм), сварочный ток Iсв(А),
напряжение на дуге Uд(В) и скорость сварки Vсв(м/ч).
Определение режима начинают с выбора диаметра электрода, его типа и
марки. Диаметр электрода выбирают в зависимости от толщины S (мм)
свариваемого металла, а его тип и марку - от химического состава свариваемого металла.
Значение сварочного тока Iсв (А) определяют по формуле 3.1:
Iсв= k·dэ, 3.1
где dэ- диаметр электрода, мм;
k- коэффициент, равный при сварке низкоуглеродистой стали 40-50 А/мм, а
при сварке высоколегированных сталей 35-40 А/мм.
Напряжение дуги Uд(В) в среднем составляет 25-28 В.
Скорость сварки Vсв(м/ч)вычисляют по формуле 3.2:
Vсв =(α н· Iсв) / (γ ·Fн·100), 3.2
где α н- коэффициент наплавки, изменяющийся в зависимости от марки
электрода в пределах 7-14 г/А · ч;
γ - плотность металла, г/см3;
Fн - площадь поперечного сечения наплавленного металла шва (см2),
представляющая сумму площадей элементарных геометрических фигур,
составляющих сечение шва.
Массу наплавленного металла Gн(г) рассчитывают по формуле:
Gн= Fн· L·γ, 3.3
где L- длина сварных швов на изделии, см.
Расход толстопокрытых электродов с учетом потерь приближенно можно
принимать равным 1, 6-1, 8 от массы наплавленного металла
Время tсвизделия устанавливается по формуле:
tсв = Gн / (α н· Iсв). 3.4
Количество электроэнергии:
W= Iсв· Uд· tсв· 10-3 3.5
При автоматической сварке под слоем флюса (варианты 5-8) в режим
входят: диаметр электродной проволоки dэ(мм), сварочный ток Iсв (А),
напряжение на дуге Uд(В), скорость подачи электродной проволоки Vп.п. (м/ч) и скорость сварки Vсв(м/ч). Они назначаются в зависимости от толщины
свариваемого металла по справочнику (табл.9)
Таблица 3.6- Режимы автоматической односторонней сварки стыковых соединений
на флюсовой подушке для низкоуглеродистых сталей
| Толщина металла мм | dэ, мм | Iсв, А | Uд (В) | Vп.п (м/ч) | |
| переменный ток | постоянный ток | ||||
| 700-750 900-1000 | 34-36 40-44 | 32-34 36-40 |
При сварке аустенитных сталей типа 12Х18Н9Т в отличие от низкоуглеродистых сталей величину тока следует уменьшить на 10-30%. Марку электродной проволоки и флюса назначают в зависимости от химического состава свариваемого металла.
Далее определяют массу наплавленного металла Gн (г) и расход электродной проволоки с учетом потерь на угар и разбрызгивание, которые составляют для сварки под флюсом от 2 до 5% от массы наплавленного металла.
Расход флюса принимают равным массе наплавленного металла.
Коэффициент наплавки α н (Г/А · ч) выбирается в зависимости от Iсв (А) и dэ
(мм) и составляет 14-16 Г/А · ч.
Vсв (м/ч), tсв(ч) и W (кВт · ч) рассчитывают по той же методике, что и для
дуговой сварки.
При сварке в среде защитных газов плавящимся электродом (варианты 9-
12) основные параметры технологического процесса: сварочный ток Iсв (А),
напряжение на дуге Uд(В), скорость сварки Vсв(м/ч), диаметр электродной
проволоки dэ(мм), вылет электрода (мм), расход газа, род тока и полярность
выбирают по справочнику (табл.7).
Марку электродной проволоки выбирают в зависимости от химического состава свариваемого материала и вида защитного газа. При сварке в среде углекислого газа для предупреждения образования пор рекомендуется применять электродную проволоку с повышенным содержанием раскислителей (Si и Mn). Для сварки высоколегированных сталей и цветных металлов рекомендуется использовать инертные защитные газы (аргон или гелий). Затем устанавливают род и полярность тока.
Таблица 3.7- Режимы полуавтоматической сварки стыковых швов в углекислом газе для низкоуглеродистых и нержавеющих сталей.
| Свариваемый материал | Толщина, мм | Dэ, мм | I св, А | Uд (В) | Вылет электрода, мм | Расход газа л/мин | Vсв (м/ч) |
| Ст 3 | 1.2 - 2 | 0.8-1.0 2.0 | 70-100 250-300 | 18-20 28-30 | 8-15 14-25 | 10-12 16-18 | 18-24 18-22 |
| 12Х18Н9Т | 230-240 250-260 | 24-28 28-30 | 12-15 12-15 | 12-15 12-15 |
Массу наплавленного металла Gн(кг), время tсв и скорость сварки Vсв
(м/ч) определяют по той же методике, что и при ручной дуговой сварке.
Коэффициент α н(Г/А · ч) можно принять равным при сварке в углекислом газе
18-20 г/А · ч. при определении расхода электродной проволоки следует
учитывать потери металла на угар и разбрызгивание, которые составляют 5-
10% от массы наплавленного металла. Расход защитного газа устанавливают по справочнику. Зная минутный расход защитного газа и время сварки, можно
легко подсчитать общее количество газа, идущего на сварку изделия.
При контактной точечной сварке (варианты 13-16) тип машины выбирают
в зависимости от толщины свариваемых заготовок (мм) и их химического
состава. После выбора типа машины необходимо указать ее техническую
характеристику. В режим точечной сварки входят: плотность тока I (А/мм2),
давление Р (Н/мм2), длительность протекания тока tсв(с). Для расчета основных технологических параметров при точечной сварке необходимо определить диаметр контактной поверхности электрода, который зависит от толщины свариваемых заготовок: dт= 2S+3, мм; где S- толщина более тонкой заготовки, мм. Затем рассчитываем и площадь контактной поверхности:
Fэл = π · d2т/4, мм2 3.6
Сварочный ток Iсв, (А) и усилие Р(Н), приложенное на электродах, для
точечной сварки подсчитывают как произведение площади контактной поверхности Fэл(мм2) на плотность тока I (А/мм2) и удельное давлениеРуд (Н/мм2):
Iсв =I · F эл. и Р= Руд · F эл. 3.7
При этом необходимо учитывать, какие режимы наиболее целесообразно
применять – жесткие или мягкие.
Мягкие режимы характеризуются большой продолжительностью времени
сварки, плавным нагревом. Эти режимы применяются для сварки углеродистых и низколегированных сталей и сталей, склонных к закалке. Диапазон значений параметров мягких режимов: I= 80-160 А/мм2, Pуд = 15-40Н/мм2, tсв =0, 5-3 с.
Жесткие режимы характеризуются уменьшением времени сварки, малой
зоной термического влияния и повышенной производительностью. Эти режимы применяются в основном для сварки нержавеющих сталей типа 12Х18Н9Т, алюминия, меди и медных сплавов. Параметры жестких режимов: I= 160-360А/мм2, Pуд= 40-150Н/м2, tсв=0, 001-0, 01 с. время сварки tсв(с) изделия
определяется по формуле tсв= n · t1, где n– число точек на изделии, t1– время
сварки одной точки, с.
При газовой сварке (варианты 17-20) прежде всего необходимо
определить тип соединения и форму разделку кромок, указать, в зависимости
от химического состава свариваемого металла, характер пламени. При сварке
низкоуглеродистых и низколегированных сталей и меди используется
нормальное пламя β = О2/С2Н2=1, 1-1, 2*(1). Затем устанавливается в
зависимости от толщины свариваемого металла способ сварки: при толщине
металла до 5 мм – левый, при большей толщине – правый.
Расход ацетилена (мощность пламени) определяют по формулам:
при сварке низкоуглеродистых и низколегированных сталей левым способом
Qа=(100-120)·S, л/ч; правым способом Qа=(150-200)· S, л/ч. Расход кислорода
Qк(л/ч) рассчитывают по формуле *(1). По мощности пламени устанавливают
номер наконечника газовой горелки. Марку присадочной проволоки d (мм)
рассчитывают по формулам: при левом способе d= (S/2)+1, при правом
d= S/2, где S – толщина металла, мм. Массу наплавленного металла Gн(г)
подсчитывают по той же методике, что и для ручной дуговой сварки. Расход
присадочной проволоки Gпр(г) с учетом потерь металла на угар и
разбрызгивание определяют по формуле:
Gпр=1, 15 Gн 3.8
Для приближенных расчетов можно пользоваться следующими формулами: расход ацетилена Qа=8 S, л/м шва; расход кислорода Qк=9, 5S, л/м шва; расход проволоки Gпр=10Sг/м шва. Время сварки tсв = к·S·L, мин, где к – коэффициент, зависящий от типа сварного соединения, вида шва и свариваемого металла, S – толщина металла, мм; L-, длина шва, м.
При сварке стыковых соединений из низкоуглеродистых и низколегированных сталей левым способом к=5, правым – к=4, при сварке стыковых соединений из меди левым способом к=4, правым – к=3, 5.