Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Принципы типизации технологических маршрутов
|
|
Типизация технологического проектирования предусматривает создание для некоторой группы изделий с общими конструктивными и технологическими признаками определенных схем, характеризуемых единством содержания и последовательности большинства технологических операций и переходов. Типовой технологический процесс учитывает способ получения заготовки, методы механической и термической обработки, их последовательность, выбор оборудования и т.д.
Важной задачей является разработка обобщенного маршрутного описания технологического процесса (обобщенного маршрута), включающего все многообразие технологических операций для изготовления деталей рассматриваемого класса. Эти операции, называемые обобщенными, характеризуются едиными алгоритмами проектирования и вводятся в качестве возможных готовых вариантов решений. Обобщенные операции разрабатываются при создании САПР ТП с целью упрощения алгоритмов и сокращения числа решаемых задач при проектировании.
Обобщенный маршрут получается в результате объединения нескольких маршрутов обработки деталей, входящих в рассматриваемый класс. Чем больше использовано частных маршрутов обработки, тем более полным является обобщенный маршрут и тем эффективнее ведется автоматизированное проектирование типового технологического маршрута на конкретную деталь.
Рассмотрим пример формирования обобщенного маршрута изготовления трех ступенчатых валов (рис. 4.1). Технологические маршруты изготовления обозначим М1, М2, М3, тогда операции, входящие в эти маршруты, соответственно обозначаются O1j, O2j, О3j.
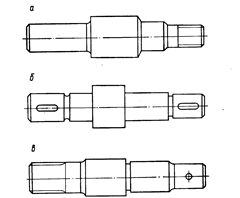
Рис. 4.1. Детали подкласса «ступенчатые валы»
Пусть все три детали имеют длину в диапазоне 150–500 мм, точность основных рабочих поверхностей – 7–8–го квалитета, а шероховатость – до Rа=0, 32мкм. Кроме того, для детали (рис. 4.1, в) по заданной твердости одной из рабочих поверхностей требуется термообработка – закалка ТВЧ. Заметим, что в рассматриваемых маршрутах имеются операции Оij, одинаковые по назначению и содержанию. Такими операциями являются: фрезерно–центровальная О11, О21, О31, токарная черновая О12, О22, О32 и др. В то же время, некоторые операции присущи только определенном деталям: для вала (рис. 4.1, а)– это операция «резьбонарезная» О14; для вала (рис. 4.1, б) – операция «фрезерование пазов» О24; для вала (рис. 4.1, в) – операции «фрезерование шлицев» О34 и сверлильная О35.
Для удобства формирования обобщенного маршрута целесообразно анализируемые технологические процессы представить в виде схемы, в которой одинаковые по назначению и содержанию операции располагаются на одном уровне. Затем один из маршрутов, например M1, принимается за базовый и дополняется операциями, отсутствующими в этом маршруте. Так, при объединении маршрутов M1 и M2 дополнительно в базовый маршрут M1 вводится операция О24. Затем этот маршрут дополняется отличительными операциями, характерными для третьей детали, и получается обобщенный маршрут для трех валов. В итоге применительно к условиям серийного производства для рассматриваемых деталей (рис. 4.1) может быть сформирован следующий обобщенный маршрут:
| M1, M2, M3 | ||
| 1. | Фрезерно–центровальная | (О11, О21, О31) ® О11. |
| 2. | Токарная черновая | (О12, О22, О32) ® О12. |
| 3. | Токарная чистовая | (О13, О23, О33) ® О13. |
| 4. | Шпоночно–фрезерная | (¾ О24 ¾) ® О24. |
| 5. | Шлицефрезерная | (¾ ¾ О34) ® О34. |
| 6. | Сверлильная | (¾ ¾ О35) ® О35. |
| 7. | Резьбонарезная | (О14 ¾ ¾) ® О14. |
| 8. | Термическая–закалка ТВЧ | (¾ ¾ О36) ® О36. |
| 9. | Круглошлифовальная черновая | (О15, О25, О37) ® О15. |
| 10. | Шлицешлифовальная | (¾ ¾ О38) ® О38. |
| 11. | Круглошлифовальная чистовая | (О16, О26, О39) ® О16. |
| 12. | Контрольная | (О17, О27, О310) ® О17. |
При определении места той или иной операции в обобщенном маршруте руководствуются общими принципами, известными из технологии машиностроения. Так, обработка поверхностей должна вестись в последовательности, обратной степени точности выполнения отдельных операций, в конец маршрута выносятся операции по обработке легкоповреждаемых поверхностей (наружных резьб, полированных поверхностей и др.).
Анализ содержания отдельных операций, включаемых в обобщенный маршрут, показывает, что все эти операции связаны с определенными сочетаниями конструктивных и технологических признаков деталей.