Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Переход к следующей детали
|
|
17. End
18. Группирование деталей по шифру наладки
19. Печать выходных документов
20. End
Работа по автоматизированному проектированию технологии обработки деталей на автоматах осуществляется в следующем порядке. Сначала сведения о существующих унифицированных кулачках револьверной головки и поперечных суппортов заносят в память ЭВМ. На каждую вновь поступающую в производство деталь составляют план обработки. Исходя из этого плана, кодируют сведения о кулачке револьверной головки, в результате чего получают шифр расчетного кулачка револьверной головки на конкретную деталь (шифр наладки).
Затем из числа существующих унифицированных кулачков револьверной головки выбирают все кулачки, имеющие шифр, совпадающий по пяти первым цифрам с шифром расчетного кулачка. Из выбранных таким образом кулачков могут быть использованы лишь те, которые удовлетворяют дополнительным требованиям:
1. длины рабочих ходов, выполняемых от расчетного кулачка револьверной головки, не должны превышать попереходной длины рабочих ходов, выполняемых от существующего унифицированного кулачка;
2. особенности профиля расчетного кулачка револьверной головки (перепады для выводов сверла, отходов, пауз) попереходно должны совпадать с особенностями профиля существующего кулачка.
Если последовательность переходов расчетного кулачка револьверной головки не соответствует последовательности переходов для унифицированных кулачков, то в план обработки рассматриваемой детали вносят допустимые изменения. Если и после корректировки плана обработки рассматриваемой детали ни один из унифицированных кулачков револьверной головки не может быть использован для изготовления детали, то разрабатывают новый кулачок револьверной головки. В случае, когда под одним шифром оказывается несколько кулачков револьверной головки, по которым может быть обработана деталь, с помощью ЭВМ выбирается кулачок, обеспечивающий наибольшую производительность обработки.
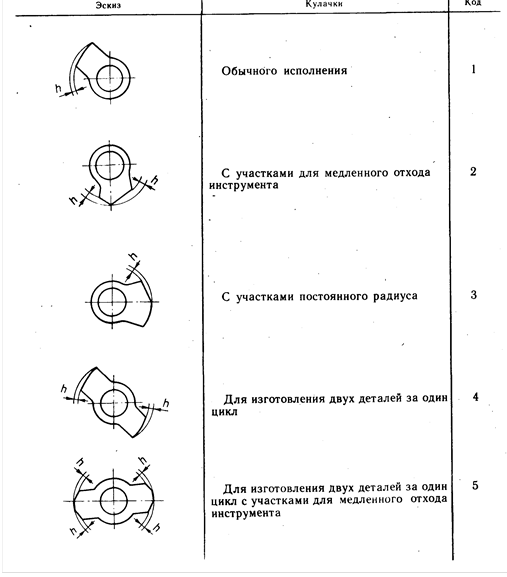
Табл. 6.4. Унифицированные кулачки поперечных суппортов для токарно–револьверных автоматов
Кроме определения возможности изготовления детали с использованием одной из существующих групповых наладок, состоящих из унифицированных кулачков револьверной головки и поперечных суппортов, или расчета нового комплекта кулачков, на ЭВМ выполняется ряд других расчетных и логических операций. В частности, определяются данные для заполнения всех граф операционно-технологической карты обработки на токарном автомате, рассчитываются параметры заготовки и нормы времени, выбираются режущие, вспомогательные и измерительные инструменты.
Результаты автоматизированного проектирования технологии обработки выдаются на печать в виде операционно–технологической карты.