Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Ручная формовка
|
|
Основной способ изготовления форм в отечественном литейном производстве — машинная формовка. Доля ручной формовки составляет менее 8% отливок по массе и непрерывно сокращается.
Ручная формовка связана с тяжелой и трудоемкой работой, что приводит к низкой производительности. Этот способ формовки еще находит некоторое применение для получения мелких и средних отдельных отливок или небольшой их партии. Более важное значение ручная формовка имеет в производстве крупных отливок в почву (в кессонах), формы для которых трудно или невозможно изготовить методами машинной формовки.
| 5 в г |
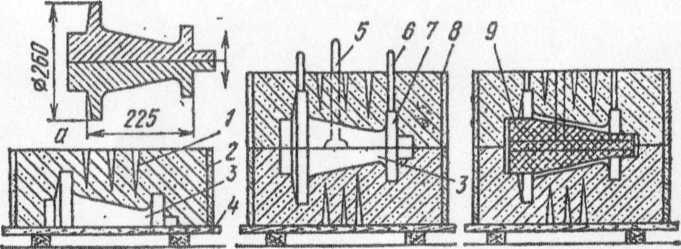
| Рис. 199. Схема формовки в Двух опоках по разъемной модели а- модель; 6, в - изготовление нижней и верхней полуформ, г —собранная форма; 1 — вентиляционные накалы; 2 —нижняя опока; 3 - нижняя половина модели; 4 — подмодельный щиток; 5 — модель стояка; 6 — модели выпоров; 7 — верхняя половина модели; 8 —верхняя опока; 9— стержень |
Формовка в двух опоках по разъемной модели - наиболее распространенный способ ручной формовки в производстве мелких и средних отливок - показана на рис. 199.
Для изготовления нижней полуформы на подмодельный щиток устанавливают половину модели 3, опоку 2, засыпают и уплотняют трамбовкой сначала облицовочную, а затем наполнительную смесь; в уплотненной смеси специальной иглой делают газоотводные (вентиляционные) наколы. Затем опоку поворачивают на 180°, устанавливают по шипам вторую половину модели, модели стояка и выпора. После
| в г |
уплотнения смеси делают вентиляционные наколы и вынимают модели стояка и выпора; затем опоку снимают и вынимают половинки модели (специальным приспособлением).

| Рис. 200. Схема формовки по шаблону: а — изготовление модели из формовочной смеси; 6-изготовление верхней полуформы в опоке; в-собранная форма; г – отливка. |
В нижней полуформе прорезают питатель — канал, соединяющий стояк литниковой системы с телом отливки. Для удаления случайных частиц формовочной смеси полуформы обдувают воздухом и на их внутреннюю поверхность наносят тонкий слой припыла (для сухих форм — формовочной краски). При сборке формы в нее устанавливают отдельно изготовленный стержень.
Формовка по шаблону также находит некоторое применение в производстве отдельных средних и крупных отливок относительно простой формы, поверхности которых можно оформить вращением шаблона — профильной доски. Сущность изготовления формы поясняет рис. 200.
В уплотненной формовочной смеси вращением шаблона оформляют наружную поверхность отливки и используют ее как модель для формовки в опоке верхней полуформы. Затем удаляют опоку, вторым шаблоном оформляют нижнюю полуформу, снимая слой смеси, равный толщине стенки отливки.