Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Машинная формовка
|
|
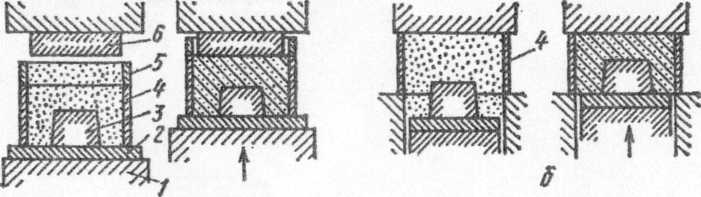
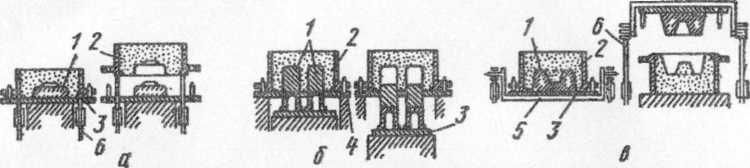
| а Рис.201. Схема верхнего (а) и нижнего (б) прессования |
Машинная формовка обеспечивает не только современное массовое, крупносерийное, серийное производство; во многих случаях ее успешно используют для получения мелких серий или даже отдельных отливок. Применение машинной формовки во много раз увеличивает производительность труда, улучшает качество форм, а следовательно, и отливок, снижает брак, облегчает условия работы формовщика. Совершенствование формовочных машин привело к созданию полуавтоматических и автоматических формовочных установок, поточных и автоматических линий.
По характеру уплотнения смеси различают машины прессовые, встряхивающие и др.
Уплотнение прессованием может осуществляться по различным схемам, выбор которых зависит от размеров, формы модели, требуемой степени и равномерности уплотнения формовочной смеси и других условий.
В машинах с верхним прессованием (рис. 201, а) уплотняющее давление действует сверху. На столе машины 1 закрепляют модельную плиту 2 с моделью 3, устанавливают опоку 4 и на нее наполнительную рамку 5. Опоку и рамку заполняют формовочной смесью из бункера. При подъеме стола прессовая колодка 6 входит в наполнительную рамку, запрессовывая смесь в опоку; высота наполнительной рамки определяет вытесняемый объем формовочной смеси, а следовательно, и степень ее уплотнения в опоке. После завершения прессования стол с модельной оснасткой опускают в исходное положение.
В машинах с нижним прессованием (рис. 201, б) формовочная смесь уплотняется самой моделью и модельной плитой. Удельное давление при прессовании обычно составляет 300—500 кПа.
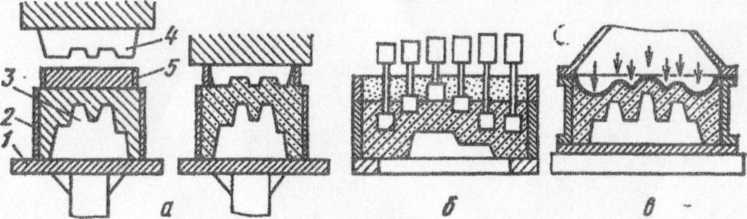
| Рис. 202. Схемы прессования: а —профильной колодкой, б — дифференциальное; в - эластичной мембраной; 1-стол машины: 2-опока; 3— модель; 4- прессовая колодка; 5-рамка |
Недостатком этих способов прессования является неравномерность уплотнения формовочной смеси. При верхнем прессовании наиболее уплотнены верхние слои смеси, наименьшая степень уплотнения у поверхности модели. При нижнем прессовании наиболее уплотнена смесь у поверхности модели, что обеспечивает получение более качественной формы. Несмотря на это, чаще применяют машины с верхним прессова-
-нием. Машины с нижним прессованием имеют более сложное устройство и менее надежны в эксплуатации.
Неравномерность уплотнения смеси возрастает с увеличением высоты опоки. Поэтому уплотнение прессованием применяют для изготовления полуформ в невысоких опоках (до 200—250мм). Этот недостаток может быть устранен применением профильных колодок (рис. 202, а), дифференциальным прессованием с вдавливанием в смесь нескольких колодок (рис. 202, б). Равномерное уплотнение смеси можно получить также прессованием с диафрагмой — эластичной резиновой мембраной (рис. 202, в). Смесь уплотняется, например, давлением сжатого воздуха через эластичную мембрану, повторяющую рельеф поверхности модели.
Прессование под высоким давлением (до 4 МПа) сравнительно новый, прогрессивный способ формовки. Этот способ дает возможность изготовлять полуформы с требуемой степенью уплотнения в высоких опоках (до 350мм), с повышенной точностью по размерам и гладкой поверхностью. При высокой степени уплотнения повышается теплопроводность смеси, что способствует улучшению структуры металла в отливке.
Уплотнение встряхиванием получило широкое применение в литейном производстве. На встряхивающих машинах уплотнение происходит в результате многократно повторяемых встряхиваний. Принципиальная схема встряхивающей машины показана на рис. 203, а. На столе 1 укрепляют модельную плиту с моделью 2,
устанавливают опоку 3 и наполнительную рамку 4. Под давлением
сжатого воздуха, поступающего через каналы 5, стол поднимается
на высоту 30—100мм (рис.203, б), определяемую положением
выпускного отверстия 6. Вследствие понижения давления подвиж-
ные части падают вниз. При ударе стола по торцовой поверхности
направляющего цилиндра смесь уплотняется в результате появления инерционных сил
Уплотнение смеси происходит неравномерно. Дополнительное уплотнение верхних рыхлых слоев смеси осуществляют допрессовкой.
На некоторых заводах применяют другой комбинированный способ — совмещение встряхивания с подпрессовкой.
При включении встряхивающего стола на слой формовочной смеси, выступающей под опокой, накладывают тяжелую подпрессовочную плиту. Такой способ повышает время набивки смеси и качество ее уплотнения. Встряхивание машины дают возможность уплотнения смеси в высоких опоках, изготавливать формы по сложным моделям с высокими ребрами и впадинами. Режим уплотнения: подъем стола 30—100 мм, число ударов 30— 50 в мин. Для уплотнения смеси в опоке 1200x800х460 мм для крупной отливки требуется 25—50 ударов, время уплотнения 25—40 с (время допрессовки 2—5 с). В нашей стране созданы уникальные встряхивающие машины, обеспечивающие формовку очень крупных отливок (до 15 т) в опоках размерами до 2500х2000 мм. Основными недостатками встряхивающих машин являются меньшая производительность, чем у прессовых машин, а также сильный шум при работе.
Вакуумная формовка (иногда ее называют пленочно-ваку- умной формовкой). Сущность ее заключается в следующем (рис. 204).
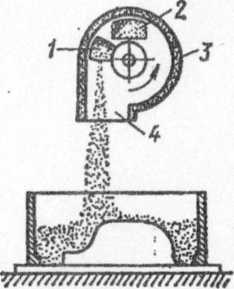
| Рис. 206. Схема устройства метательной головки пескомета: ' — метательный ковш; 2 — подача формовочной смеси 3 —кожух головки; 4 — отверстие для выброса смеси я опоку |
Вакуумирование продолжается не только при изготовлении полуформ, но и при их сборке, заливке и затвердевании залитого металла. При заливке металла в форму пленка сгорает. Продукты сгорания выполняют роль противопригарного покрытия.
Этот способ имеет целый ряд преимуществ, в том числе удешевление формовочной смеси и упрощение смесеприготовления, повышение точности отливок и улучшение чистоты их поверхности, упрощение выбивки форм, удлинение срока службы оснастки и др.
Процесс позволяет получать отливки из различных сплавов массой 0, 1—10 т. Формовка может быть ручной или на автоматических линиях.
Пескометы — высокопроизводительные формовочные машины — используют преимущественно для изготовления форм крупных отливок в опоках ив кессонах. Особенность формовки состоит в том, что пескомет обеспечивает одновременно две операции: засыпку смеси и ее уплотнение.
Основной частью пескомета является его метательная головка (рис. 205). Формовочную смесь, поступающую в головку пескомета по транспортеру, подхватывают метательные ковши (лопасти), вращающиеся с частотой до 1500 мин-1, и выбрасывают со скоростью 30—60 м/с через отверстие в опоку. Из-за большой скорости выброса формовочная смесь хорошо и равномерно уплотняется в опоках любой высоты. Для направления струи формовочной смеси головку можно перемещать в горизонтальной и вертикальной плоскостях.
Производительность пескометов обычно не менее 10—15 м3/ч.
Извлечение моделей из форм при формовке вручную — ответственная операция, требующая определенного навыка в работе. Модель предварительно «расталкивают» легкими ударами, а затем осторожно извлекают при помощи крючка или ввернутого болта. При машинной формовке эта операция механизирована, что обеспечивает сохранение точных размеров и отсутствие повреждений форм.
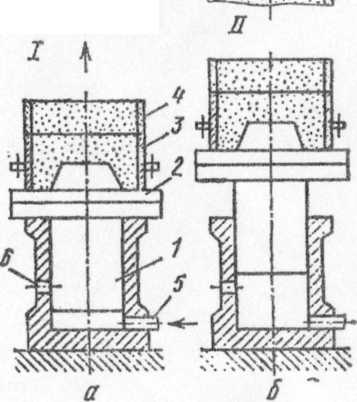
| Рис. 206. Схема устройства механизмов для удаления моделей из форм: а — подъемом опоки; б - опусканием модели через протяжную плиту; в - поворотной плитой; 1 - модель; 2 - опока; 3 - модельная плита; 4 — протяжная плита; 5- поворотный стол; 6-штифтовый механизм |
На рис. 206, а показано извлечение невысокой модели. Опоку поднимают при помощи штифтов подъемного механизма, а модельная плита (модель) остается на месте. Модель большой высоты опускают вниз через протяжную плиту, заформованная опока остается на месте (рис. 206, б).
Часто модели извлекают при помощи поворотной плиты. Эту плиту прочно скрепляют с опокой и модельной плитой и поворачивают на 180°. Затем опоку освобождают и опускают вниз или поднимают модель вверх (рис. 206, в).