Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Шовная сварка
|
|
Шовная (роликовая) сварка также бывает двусторонняя (рис. 7.14, а) и односторонняя (рис. 7.14, б).
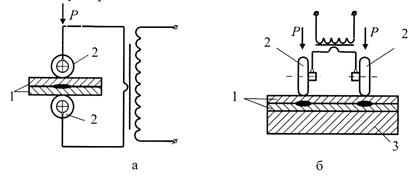
Рис. 7.12. Принципиальная схема шовной сварки
При односторонней шовной сварке (рис. 7.14, б) ролики (2) (электроды) располагаются по одну сторону свариваемых листов (1), токопроводящие шины (3) - с другой.
При двухсторонней шовной сварке между вращающимися роликами (2) пропускают заготовки (1), подлежащие сварке (рис. 7.14, а). При этом образуются сварные точки, которые перекрывают друг друга, в результате чего получают сплошной и герметичный шов.
Существует три способа выполнения шовной сварки: непрерывная, прерывистая и шаговая.
Непрерывная шовная сварка осуществляется при непрерывном движении деталей и непрерывном протекании сварочного тока. Толщина свариваемых листов, как правило, не превышает 1 мм. Применяется редко из-за перегрева сварочных роликов и свариваемых деталей, невысокого качества сварки и относительно низкой стойкости электродов. Используется для сварки неответственных изделий из малоуглеродистых сталей.
Прерывистая шовная сварка осуществляется при непрерывном движении деталей и прерывистом включении сварочного тока. Герметичность швов, обеспечиваемая перекрытием сварных точек, достигается сбалансированным соотношением скорости вращения роликов и частоты импульсов тока. Толщина свариваемых листов — до 3 мм. Способ прерывистой шовной сварки получил наибольшее распространение благодаря меньшему перегреву роликов и заготовок.
Шаговая шовная сварка осуществляется в ходе прерывистого движения деталей (на шаг), с помощью больших величин сварочного тока, включаемого в момент остановки роликов. Характеризуется наименьшим перегревом роликов и заготовок. Толщина свариваемых листов — до 3 мм. Применяется для сварки алюминиевых сплавов и плакированных металлов.
Желательный диаметр электродов 150…200 мм, так как при меньшем диаметре увеличивается их износ. При сварке металлов толщиной менее 0, 5 мм применяют электроды диаметром 40…50 мм. Для изготовления электродов для точечной и роликовой сварки используется медь марки M l, кадмиевая, хромистая, бериллиевая бронзы и другие сплавы.
Шовную сварку применяют в массовом производстве для соединения листов толщиной 0, 3…3 мм, при изготовлении различных емкостей, где требуются герметичные швы — бензобаки, трубы, бочки, сильфоны и др.
Контрольные вопросы
1. В чем суть контактной сварки?
2. Какие Вам известны виды стыковой сварки?
3. В чем заключается точечная сварка?
4. Какая последовательность операций точечной сварки?
5. Какие существуют виды точечной сварки?
6. Какие существуют виды шовной сварки?