Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Тема №12. Ремонт судовых паровых котлов
|
|
Ремонт судовых паровых котлов
Судовые паровые котлы работают в сложных условиях под воздействием высоких температур, механических, термических и циклических нагрузок, обусловленных нестационарностью режимов работы, вызываемых спецификой деятельности промысловых судов. Элементы конструкции котлов находятся под активным воздействием электрохимической, газовой и паровой коррозии.
При осмотре котла с наружной стороны без вывода его из эксплуатации необходимо выявить неплотности и течи, дефекты изоляции, обмуровки топки и другие неисправности. В процессе осмотра необходимо проверить качество  горения в топке, действие предохранительных клапанов подрывом вручную, действие дистанционных приводов управления, состояние арматуры котла и его обшивки, крепление котла на фундаменте, качество котловой и питательной воды. При осмотре котла после вывода его из эксплуатации (до производства чистки) необходимо: при осмотре поверхностей нагрева со стороны пароводяного пространства определить толщину и состав отложений, проверить состояние внутренних барабанных устройств, наличие следов масла, коррозии, трещин; при осмотре поверхностей нагрева со стороны огневого и газового пространства проверить наличие следов пропаривания, сажистых отложений, проседание жаровых труб и выпускных стенок огневых камер; обгораний на концах дымогарных и жаровых труб; при осмотре топки котла и газоходов проверить: наличие разрушенных деталей обмуровки; наличие обгоревших деталей крепления, заслонок, щитов; состояние крепления труб паронагревателя, наличие сажистых отложений на поверхностях нагрева; состояние щитов обшивки котла.
горения в топке, действие предохранительных клапанов подрывом вручную, действие дистанционных приводов управления, состояние арматуры котла и его обшивки, крепление котла на фундаменте, качество котловой и питательной воды. При осмотре котла после вывода его из эксплуатации (до производства чистки) необходимо: при осмотре поверхностей нагрева со стороны пароводяного пространства определить толщину и состав отложений, проверить состояние внутренних барабанных устройств, наличие следов масла, коррозии, трещин; при осмотре поверхностей нагрева со стороны огневого и газового пространства проверить наличие следов пропаривания, сажистых отложений, проседание жаровых труб и выпускных стенок огневых камер; обгораний на концах дымогарных и жаровых труб; при осмотре топки котла и газоходов проверить: наличие разрушенных деталей обмуровки; наличие обгоревших деталей крепления, заслонок, щитов; состояние крепления труб паронагревателя, наличие сажистых отложений на поверхностях нагрева; состояние щитов обшивки котла.
Степень интенсивности коррозионных разъеданий устанавливают контрольным сверлением (с последующей заваркой) и обмером, или другими методами.
Химическая очистка
При химической очистке применяют одну из четырёх технологических схем.
1. Заливка кислотного раствора в аппарат и очистка без перемешивания раствора. Способ очень прост, но дает неравномерность очистки поверхности
2. Заливка и интенсивное перемешивание раствора с помощью циркуляционного насоса или подачи воздуха. Способ сложнее первого, но даёт более интенсивное растворение отложений и хорошую равномерную очистку поверхности.
3. Растворение отложений с проточной циркуляцией растворителя. Способ требует специального оборудования. Отложения растворяются интенсивно, но неравномерно. На судах этот способ используется редко.
4. Вытеснение растворённых отложений замкнутой многократной циркуляцией растворителя. Способ даёт хорошие результаты из-за интенсивного перемешивания растворителя. Поверхности очищаются равномерно
Выбор технологической схемы очистки зависит от конструкции аппарата, характера отложений, степени загрязнения поверхности отложениями и технологический возможностей исполнителя.
При химической очистке котлов и других аппаратов от отложений принимаются специальные меры, снижающие коррозионные процессы металла.
Очистка аппаратов и котлов от щелочноземельных отложений производятся растворами органических кислот: соляной, серной, сульфаминовой, лимонной, уксусной кислотами и малекновым ангидридом.
После проведения очистки котла любым растворителем проводится нейтрализация тринатрийфосфатом, содой и щёлочью. Затем следует промывка котла водой.
Очистка котлов от окисных отложений железа и меди осуществляется комплексонами – композиционными растворами на основе трилона-Б.
Ремонт металлических элементов котлов
Трещины в котлах возникают на фланцах коллектора, изгибах днищ, в сварных швах дымогарных труб, фронталах топочных устройств, в жаровых трубах, между отверстиями в трубных решётках и коллекторах.
Место расположения трещины зачищается, трещина выявляется протравливанием 4% раствором азотной кислоты, ультразвуковым или другим способами. Концы трещины засверливаются. Трещина разделывается под шов определённого типа и заваривается. Отверстия зенкуются и также завариваются. При наплавке изношенных участков поверхность размечается на квадраты со стороной 100…150 мм. Наплавку ведут по квадратам с разворотом валиков шва в соседних квадратах на 90 градусов. Площадь наплавки должна быть не более 500 см2, а глубина не более 30% толщины листа. Проседание жаровых труб в огнетрубных котлах и сфер топок вспомогательных котлов устраняется правкой.
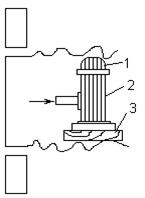
На рисунке показана схема правки жаровой трубы с применением гидродомкрата. При эксплуатации водотечность трубок, вызванная разрывом, свищами, трещинами, устраняется закрытием труб специальными заглушками (пробками) или колпачками, которые развальцовываются в трубках.
Водотечность в сварных швах труб с трубными решетками ликвидируются подваркой, а в вальцованных соединениях – подвальцовкой.
Ремонт футеровки и изоляции котлов
Небольшие повреждения футеровки (обгорания, трещины, поверхностное выкрашивание кирпичей) заделывают. Дефектные места зачищают щеткой, смачивают водой и покрывают обмазкой, состоящей из шамотного порошка и песка (по 35%), огнеупорной глины и порошкового графита (по 15%). Раствор замешивают на чистой пресной воде. Толщина слоя допускается до 15 мм.
При частичной замене кладки дефектные кирпичи удаляют. До полной замены кирпичной кладки должны быть проведены необходимый ремонт металлических частей котла и испытания. Замена кладки начинается с выстилки поддона листовым асбестом слоем до 10 мм. После выравнивания слоя шамотом, укладываются кирпичи на связующем растворе, состоящем из 30 – 40% огнеупорной глины и 60 – 70% шамотной крупы. Для кладки вертикальных стенок к стальной обшивки прикрепляют листы асбеста толщиной до 10 мм, которые обмазывают огнеупорной глиной.
При укладке кирпичей выдерживаются следующие требования: толщина швов раствора должна составлять 2-3 мм; оставляются температурные швы на тепловое расширение, которые заполняются асбестовым шнуром.
Вся кирпичная кладка покрывается слоем жидкого стекла толщиной до 3 мм, на который наносится огнеупорная обмазка.
Изоляция на котлах крепится различными способами: с помощью бандажей, прутков, проволоки, сеток, скоб и т. п. Теплоизоляционными материалами служат совелитовые плиты и матрацы, асбестовые ткань и картон, асбомагнезиальный шнур, совелитовая и ньювелитовая обмазки и др.
Освидетельствование судовых паровых котлов
Правилами Регистра РФ котлы подвергаются ежегодному освидетельствованию с проверкой в действии. Один раз в 2 года котёл подвергается внутреннему и наружному осмотрам с проверкой в действии.
Через 4 года и 6 лет от начала эксплуатации производятся осмотр котла, замеры износов, и проверка в действии. Через 8 лет от начала эксплуатации осуществляется осмотр, замеры износов, гидравлические испытания и проверка котла в действии. Каждый последующий год проводятся осмотры, замеры износов и проверка котла в действии.