Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Обработка ступенчатых валиков
|
|
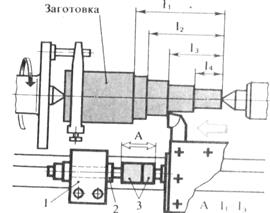
Для обработки ступенчатых валиков положение резца устанавливают по лимбу отдельно для каждой ступени. Деления лимба, соответствующие размерам каждой поверхности (ступени), запоминают или записывают. Зная деления лимба для всех ступеней обрабатываемой заготовки, можно вести обработку всей партии заготовок без пробных проходов. Длину ступеней контролируют штангенглубиномером, штангенциркулем с выдвижным глубиномером, линейкой и шаблоном.
По лимбу продольной подачи можно контролировать продольное перемещение резца и отводить резец в тот момент, когда получена нужная длина у уступа.
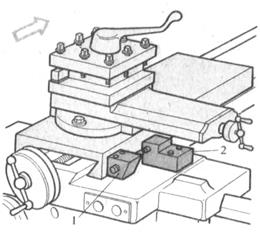
| Рисунок 2. неподвижный продольный упор к токарному станку: / — корпус упора, 2 — прижимная планка, 3, 6 — зажимные винты, 4 — регулируемый винт, 5 — головка винта с делениями | Рисунок3. Обработка ступенчатых валиков по упорам: / — упор, 2 — регулируемый винт, 3 — мерные плитки — длиноограничители |
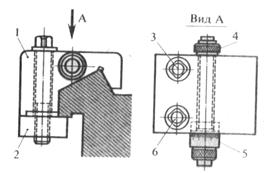 При обработке больших партий ступенчатых заготовок целесообразно пользоваться продольным упором, закрепляемым на направляющей станины и ограничивающим подачу суппорта (Рисунок 2). Проточив первую пробную заготовку до нужной длины, включают станок и, не отводя суппорта, закрепляют упор так, чтобы он соприкоснулся с левой боковой гранью каретки суппорта. Все последующие заготовки, обрабатываемые при подаче суппорта до упора, будут иметь одинаковый размер. Автоматическую подачу при подходе суппорта к упору на расстояние 1—2 мм рекомендуется выключать, а суппорт — доводить до упора ручной подачей.
При обработке больших партий ступенчатых заготовок целесообразно пользоваться продольным упором, закрепляемым на направляющей станины и ограничивающим подачу суппорта (Рисунок 2). Проточив первую пробную заготовку до нужной длины, включают станок и, не отводя суппорта, закрепляют упор так, чтобы он соприкоснулся с левой боковой гранью каретки суппорта. Все последующие заготовки, обрабатываемые при подаче суппорта до упора, будут иметь одинаковый размер. Автоматическую подачу при подходе суппорта к упору на расстояние 1—2 мм рекомендуется выключать, а суппорт — доводить до упора ручной подачей.
Заготовки с несколькими ступенями по длине обрабатывают по упору с мерными длиноограничителями, в качестве которых используют наборы мерных плиток и специальные шаблоны. Чтобы обеспечить одинаковые длины ступеней при обработке партии ступенчатых валиков в центрах, применяют плавающий центр. Заготовка, поджатая задним центром, упирается в торец корпуса, а рабочий конус центра центрирует заготовку и в зависимости от глубины центровочного отверстия может «утопать» глубже в
| |||
| Рисунок 4. Барабанный упор: / — барабан, 2 — стопорная гайка, 3 — винт-упор |

|
| Рисунок 5. Применение поперечных упоров: / — упор поперечного суппорта, 2 — неподвижный упор на каретке |
корпус или выдвигаться из него. При обработке больших партий ступенчатых валиков используют барабанные упоры (Рисунок 4). Для обеспечения постоянства диаметральных размеров пользуются поперечными упорами (Рисунок5), которые устанавливают на каретке суппорта.