Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Установка и закрепление торцовых фрез на станке.
|
|
| 
|
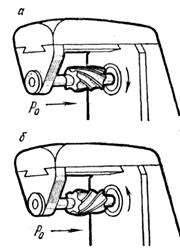
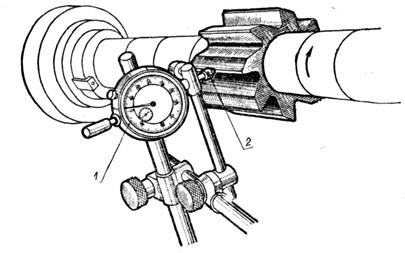
| Рисунок 3 Направление вращения шпинделя при работе цилиндрическими фрезами с различным направлением винтовых зубьев: а — правым; б —левым | Рисунок 4 Проверка биения зубьев цилиндрической фрезы индикатором |
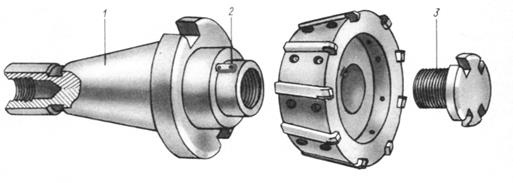
Торцовые фрезы диаметром до 250 мм устанавливаются на станке при помощи коротких концевых оправок (рис. 5), которые в зависимости от способа крепления фрезы выполняются с продольной или торцовой шпонками.
|
| Рисунок 5 Концевая оправка для торцовых фрез. |
Последовательность действий фрезеровщика при установке на станке торцовых фрез аналогична ранее рассмотренной для цилиндрических фрез с учетом конструкции концевых оправок.
|
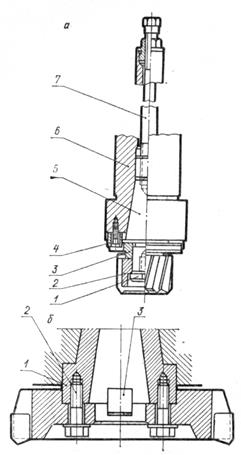
| Рисунок 6 Установка торцовых фрез на станке |
При креплении фрезы с торцовым пазом на вертикально-фрезерном станке (рис. 6, а) оправка хвостовиком 5 устанавливается в отверстие шпинделя 6 и затягивается шомполом 7. На рабочую часть ее надевается фланец 3 и фреза 2 так, чтобы пазы и торцовый выступ фланца совместились с поводковыми шпонками 4 шпинделя и пазом на торце фрезы. Затем фреза вместе с фланцем затягивается винтом 1 с помощью специального торцового ключа.
Крупногабаритные торцовые фрезы устанавливаются непосредственно на передний цилиндрический участок 1 шпинделя (рис. 6, б). При этом поводковые шпонки 3 должны зайти в торцовый паз фрезы, которая затем закрепляется четырьмя винтами 2. Чтобы исключить перекос и биение фрезы, винты затягивают торцовым ключом в диагональном порядке.