Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Системы Toyota
|
|
Система Toyota - это комплексная система управления предприятием (рис. 19.3), затрагивающая практически все аспекты производственного (операционного) менеджмента, которая предусматривает:
• ликвидацию всех ненужных элементов производственного процесса в целях сокращения издержек производства;
• сокращение длительности производственного цикла, размера запасов и заделов незавершенного производства;
• гибкое реагирование на колебания спроса на продукцию;
• обеспечение качества на всех стадиях производства;
• активизацию «человеческого фактора».
Японская народная мудрость гласит: а) богатеет не тот, кто много зарабатывает, а тот, кто мало платит; б) упрощение — самый надежный путь к совершенству; в) качество — вот единственная вновь созданная стоимость, все остальное — издержки. Система Toyota в полной мере воплотила эту мудрость. Ее цели можно представить в виде следующей схемы:
Снижение затрат на производство ® Снижение нормы прибыли ® Снижение цены на продукцию ® Завоевание рынков сбыта ® Рост объема продаж ® Расширение масштаба производства ® Рост массы прибыли.
Рассмотрим подробнее методы достижения поставленных целей, используемые в системе Toyota.
Рис. 19.3. Важнейшие составные части системы Toyota
Совершенствование производственной структуры (структурная перестройка производства). Данный метод связан с переходом к предметной специализации производственных звеньев. Предметная специализация предполагает полное изготовление группы однотипных частей изделия с использованием разнообразных процессов и операций на рабочих местах, расположенных по ходу технологического процесса. Как минимум, это организация предметно-замкнутых участков, оптимальный вариант — поточных линий с подетальной или предметно-групповой формой организации. Это первое необходимое условие использования системы ЛТ для оперативного управления производством. Возможность его выполнения в решающей степени определяет области применения системы Toyota.
Структурная перестройка создает предпосылки для организации точного взаимодействия достаточно автономных производственных звеньев на основе системы горизонтальных связей. Прямые горизонтальные связи между смежными поточными линиями обеспечивают целостность производственной системы наиболее рациональным способом, поддерживают непрерывность и прямоточность всех процессов. В свою очередь, автономность обеспечивает действие экономических методов управления. Например, мастерам по определенным нормативам выделяются ресурсы, которыми они распоряжаются.
Разработчики системы Toyota выделяют четыре этапа приближения структуры фирмы к оптимуму. Первый этап — технологическая форма специализации производственных звеньев. Характеризуется универсальностью и вместе с тем сложными технологическими маршрутами, большими транспортными издержками, длительным временем переналадки оборудования, большими затратами на заработную плату высококвалифицированных рабочих. На этом уровне система ЛТ не внедряется. Технологическая форма специализации используется при выполнении предприятием разовых или мелких повторяющихся заказов.
Второй этап— организация так называемого распределенного поточного производства, что становится возможным при получении предприятием крупного заказа. Распределенное производство выступает в двух формах: а) попеременная работа нескольких одно-предметных поточных линий при изготовлении разных модификаций продукции; б) работа одной переналаживаемой многопредметной линии; изготовление партии изделий и переналадка линии на новую партию. На втором этапе достигаются все преимущества поточного производства (см. главу 12) и создаются условия для использования системы ЛТ. Отметим те преимущества поточных линий, которые особенно важны именно для системы ЛТ: 1) использование на всех операциях линии единого сопроводительного документа на партию (прототип карточки «канбан»); 2) сокращение резервных заделов до единого задела на всю линию; 3) минимизация или полное исключение межоперационных заделов.
Третий этап — организация многопредметных линий со сплошным запуском. Условиями этого являются минимизация времени или полное исключение переналадок, а также гибкая схема расстановки рабочих. В результате открывается возможность поштучного изготовления однотипных изделий как на многопредметных групповых потоках. Преимущества такой организации работы: отсутствие оборотных заделов на линиях, обеспечение непрерывности выпуска каждой модели конечной продукции и, тем самым, высокой гибкости производства, отсутствия страховых запасов продукции. Преимущества сплошного запуска перед распределенным производством иллюстрирует рис. 19.4. Из рисунка видно, что при организации распределенного производства обеспечивающие линии работают ритмично, но с предельно допустимым ритмом работы. К тому же при изменении структуры выпуска (количественного соотношения продукции разных типоразмеров) ритм работы линий будет изменяться, и на линиях возникнет проблема синхронизации операций. На сборочных линиях, где преобладает ручной труд, это не представляет проблемы, так как ручной труд - достаточно гибкий фактор производства. Однако на линиях механообработки это может вызвать серьезные затруднения.
Четвертый этап — сближение в пространстве и, по возможности, объединение разнородных технологических процессов; сокращение транспортных перемещений и соответствующих транспортных заделов, окончательное создание предпосылок внедрения карточек «канбан». Перемещение оборудования в пределах предприятия, перекомпоновка рабочих мест — достаточно сложный и радикальный шаг. Он оправдан поэтому только в случае уверенности высших менеджеров в благоприятных рыночных перспективах выпускаемой в большом объеме продукции.
а) б)
Рис. 19.4. Схемы организации двух типов потоков:
а - распределенное производство партии изделий S; б - сплошной запуск трех типоразмеров изделий; 1 - обеспечивающие линии; 2 - сборочная линия
Инженерная подготовка производства. Она в первую очередь предполагает обеспечение оперативной переналадки производства и возможности работы малыми партиями или поштучного изготовления продукции. Это второе необходимое условие использования системы JITдля оперативного управления производством. Японские инженеры делят переналадку на две части: внутреннюю и внешнюю. Внешняя переналадка производится вне оборудования и совмещена с его работой над предыдущей партией. Внутренняя переналадка выполняется после завершения обработки предыдущей партии; ее время стремятся свести к минимуму. Ярким примером является переналадка прессов усилием от 40 до 100 тс. По отечественным нормативам она должна занимать четыре часа, по нормам концерна Toyota - четыре минуты. К задачам инженерной поддержки относятся также группирование изделий, унификация компонентов или разработка системы модулей, из которых можно собрать большое число модификаций готовой продукции, ресинхронизация операций на потоках при изменениях ритма их работы, организация и оснащение рабочих мест многостаночников и др. Инженерная поддержка предполагает постоянное совершенствование инженерами элементов производственного процесса непосредственно в цехах вместе с рабочими и мастерами.
Подготовка рабочих-универсалов и гибкая схема их расстановки. Эти меры нацелены на решение главной задачи — обеспечение гибкости производства при соблюдении условия рационального использования рабочей силы. Изменение ритма работы поточных линий, организация распределенного производства невозможны без постоянного перевода рабочих на новые рабочие места, без изменения структуры операций и методов их выполнения, без изменения норм многостаночного обслуживания. Непременными условиями этого являются подготовка рабочих-универсалов (многостаночников), повременная оплата их труда, рациональная планировка участков (поточных линий).
Обучение персонала работе на новых для него рабочих местах происходит вне времени основной работы, под руководством мастеров. Закрепление навыков многостаночников осуществляется в ходе ротации кадров в рамках участка. Ротация, т. е. смена рабочих мест, в нормальных условиях происходит по заранее составленному расписанию с циклом от двух часов (на интенсивных и монотонных работах) до двух недель. Кроме повышения квалификации рабочих-многостаночников ротация обеспечивает ряд других преимуществ: перемену труда, снижение его монотонности и утомляемости; уход от понятий «выгодные» и «невыгодные» работы; повышение ответственности за работу всего участка; ускорение передачи рабочими рациональных приемов труда.
Большая ответственность лежит на мастерах участков. Они нормируют новые операции и пересматривают нормы при внедрении новых средств или методов труда, при совершенствовании планировки рабочих мест. Для этого мастер должен владеть навыками работы на всех рабочих местах своего участка. Мастера меняют расстановку рабочих и нормы многостаночного обслуживания при изменениях ритма поточных линий обязательно с учетом уровня подготовки рабочих. Мастера участвуют в разработке карт трудового процесса, которые особенно важны для многостаночников, обучают новых рабочих, организуют ротацию кадров.
Особенно трудно обеспечить рациональное использование рабочих при колебаниях объема производства более чем на 10%. В этом случае приходится проводить ресинхронизацию, менять карты трудовых процессов и т. д. При росте объема выпуска в пределах 10% решение проще — организация сверхурочных работ. При сокращении объема выпуска в тех же пределах освободившееся время рабочие используют для технического обслуживания оборудования, освоения работы на соседних рабочих местах, уборки производственных помещений, участия в работе «кружков контроля качества». При необходимости дополнительная рабочая сила нанимается на временную работу. Хорошо зарекомендовавшие себя временные рабочие составляют резерв для комплектования постоянного штата рабочих. Перманентное увеличение производительности труда должно создавать избыток рабочих, который либо поглощается ростом объема производства продукции, либо укладывается в рамки естественной убыли кадров.
Важное значение в концерне Toyota придается политике в области подбора оборудования, устанавливаемого на рабочих местах. Основная тенденция в этой области — всемерное упрощение и удешевление оборудования, что позволяет основным рабочим самостоятельно следить за его техническим состоянием, принятым на работу быстро осваивать навыки его эксплуатации, концерну не нести больших потерь вследствие его простоев (что является платой за гибкость). В целом такая техническая политика, а также то, что оборудование не перегружается ни по режимам использования (нормы выработки выполняются рабочими строго на 100%), ни по срокам эксплуатации, обеспечивают условия, когда аварийные отказы оборудования практически отсутствуют. Это, в свою очередь, создает благоприятные условия для поддержания равномерной ритмичной работы производственных линий.
Дорогостоящие и сложные в эксплуатации автоматизированные и автоматические поточные линии используются концерном с большой осторожностью и только там, где они бесспорно доказывают свою экономическую или социальную необходимость. Примером служит комплексная автоматизация с использованием системы промышленных роботов сварочно-штамповочного производства корпусов автомобилей. Работа здесь отличается вредными и опасными для здоровья рабочих условиями, поэтому главным критерием целесообразности автоматизации явилось решение социальных вопросов. Для удобства работы многостаночников используется не линейная, а U-образная планировка поточных линий. Она сокращает переходы между отдельными единицами оборудования, улучшает его обзор. Более рациональный, казалось бы, вариант кругового расположения оборудования отвергается ввиду психологического давления замкнутого пространства на рабочего (так называемая птичья клетка).
«Выравнивание» производства. Это совокупность методов управления, с помощью которых повторяющееся производство, основанное на модульном принципе, приспосабливается к изменениям спроса. Как уже отмечалось, «вытягивающие» системы ориентированы на работу с ритмом, изменяющимся в соответствии со спросом. Планирование такого производства рассматривается как «выравнивание» всего производственного процесса в соответствии с изменяющимся спросом. Это «выравнивание» осуществляется по объему и номенклатуре выпускаемой продукции. Наибольшую сложность представляет «выравнивание» по объему производства, которое выполняется в два этапа. На первом этапе проводится приспособление к изменению месячного спроса на протяжении года. Это достигается с помощью месячного укрупненного (агрегатного) планирования производства. В укрупненных планах установлены среднесуточные нормативные уровни выпуска в каждом производственном подразделении, являющиеся основой создания заделов незавершенного производства, определения необходимой численности рабочих и т. д. Расчеты на первой стадии базируются на трехмесячном и месячном прогнозах спроса, выполненных на основании информации, поступающей от сбытовых организаций (рис. 19.5).
На втором этапе осуществляется приспособление к ежедневным изменениям спроса в течение месяца. Здесь основную роль в оперативном управлении производством, реализуя принцип «выравнивания» производства, как по объему, так и по номенклатуре, играет система «канбан». Основой оперативного планирования является график сборки различных модификаций изделий на главном сборочном конвейере, построенный на основании ежедневных заказов сбытовых организаций (делаются за 2 дня). Система обеспечивает ритмичную работу остальных производственных подразделений и поставщиков, причем все возникающие изменения происходят за счет перехода к новому производственному ритму. «Выравнивание» производства на этом этапе затрагивает два показателя: усредненный общий объем производства готовых изделий за день и усредненный объем выпуска каждой отдельной модификации изделия. «Выравнивание» на втором этапе допускается только в пределах ±10% объема выпуска, к большим объемам производственная система в краткосрочном плане не готова.
Рис. 19.5. Схема «выравнивания» объема производства в системе Toyota
Таким образом, суточные производственные графики, отражающие дневную потребность в продажах, составляются только для главного сборочного конвейера. Для других производственных звеньев, таких, как механическая обработка, литье или штамповка, определяется только ориентировочный месячный объем производства, который потребуется для обеспечения главного сборочного конвейера. На основании таких заранее вырабатываемых показателей руководители производственных участков могут наилучшим образом провести расстановку рабочих на текущий месяц и спланировать использование других производственных ресурсов, находящихся в их распоряжении.
При сборке автомобилей на главном конвейере рабочие получают требуемые количества нужных комплектующих изделий, которые изготовлены на предшествующих производственных участках. Эти участки, в свою очередь, изготавливают затем ровно столько продукции, сколько было у них «изъято» сборкой. Поэтому для любой технологической стадии, предшествующей конечной Сборке, не нужно заранее составлять суточный производственный график.
Другими словами, система «выравнивания», использующая информационную систему «канбан», функционирует таким образом, что производственные заказы «движутся» от конца производственного процесса, от последующей технологической стадии к предыдущей. Сами карточки «канбан» с имеющейся на них информацией о предмете труда могут использоваться на участках как элементы сменно-суточного задания.
Оперативное управление на основе концепции ЛТ. Оно основано на «вытягивании» из предыдущего производственного звена нужного количества изделий тогда, когда в них возникла потребность. Его цели — минимизация запасов и заделов всех видов, объема незавершенного производства, длительности производственного цикла; обеспечение «выравнивания» производства, т. е. сочетания поточных методов с достаточно частыми изменениями номенклатуры и объема выпуска продукции. Отметим, что «вытягивающая» система ЛТ— это, по существу, лишь средство устранения запасов, одинаково эффективное для применения как во внутрипроизводственной сфере, так и в сфере осуществления компаниями внешних связей (в каналах снабжения и распределения). Различия касаются только сложности внедрения системы ЛТ: во внутренней среде компании это сделать проще, чем во внешней. Именно для целей внутрипроизводственного использования она первоначально и была разработана концерном Toyota. При этом система ЛТ еще не рассматривалась как концепция, открывающая новые возможности регулирования выпуска товарной продукции в соответствии с колебаниями спроса. Эта возможность стала чрезвычайно актуальной в дальнейшем. Вначале перед системой ЛТ ставилась локальная цель — устранить производственные запасы, высвободив часть оборотных средств для развития производства.
Главная идея системы ЛТ— устранить запасы за счет такой организации поставок в технологической цепи, когда материалы поступают в требуемом объеме, в указанное место точно в срок. Благодаря синхронизации поставок с потребностью в них, задаваемой производственным расписанием, подразделения работают «с колес» без страховых запасов и с минимальными оборотными заделами. С развитием современных информационных технологий и телекоммуникационных сетей информационный обмен между поставщиками и потребителями стал доступным и экономичным средством, позволяющим компаниям эффективно управлять запасами (и заказами) не только в сфере собственного производства, но и в закупках, и в распределении.
Как уже отмечалось, система ЛТ имеет существенный недостаток: при колебаниях спроса выше +10%агрегатного плана система начинает давать сбои. Для компенсации колебаний спроса приходится использовать страховые запасы, что противоречит идеологии ЛТ и снижает эффективность ее применения. Поэтому широко практикуется совместное использование системы «канбан» с другими современными информационными системами, например, системой MRP. В значительной степени указанный недостаток «канбан» устранен в системе ОРТ (см.главу 20).
Всеобщее управление качеством. Это одно из важнейших необходимых условий нормальной работы системы ЛТ. Приоритетное обеспечение качества базируется на выполнении следующих принципов:
1) ответственность за качество продукции передается «вниз» тому производственному персоналу, который ее производит и передает «из рук в руки». Специальные службы контроля не создаются;
2) приоритет отдается методам предупредительного контроля и регулирования параметров производства;
3) обеспечивается «наглядность качества» за счет того, что заказчик или покупатель может ознакомиться не только с качеством готовой продукции, но и с процессом ее изготовления;
4) рабочий обязан остановить всю технологическую цепочку в случае обнаружения брака, который он не может исправить на месте;
5) широкое использование средств автоматического контроля;
6) всеобщность борьбы за качество. Привлечение к ней всего персонала предприятия — от рабочих до директора;
7) серьезное отношение к чистоте и порядку на рабочих местах. Более подробно этот вопрос рассмотрен в главе 15.
19.5. Информационная система «канбан»
«Канбан» — это информационная система, обеспечивающая оперативное управление на всех стадиях производственного процесса и основанная на жестком выполнении правил движения карточек четырех видов. «Канбан» реализует механизм «вытягивания» продукции из предыдущего производственного звена на основе системы горизонтальных связей. Средством передачи информации в технологической цепи служат специальные карточки на бумажных, пластиковых (прикрепляемых к контейнеру), цифровых или иных носителях информации. Различают карточки заказа (производственные) и отбора (транспортные). Карточки отбора несут информацию о том, сколько и каких предметов нужно забрать со склада и доставить к месту потребления, карточки заказа — сколько и чего нужно изготовить в месте производства и доставить на склад. В свою очередь, карточки заказа и отбора бывают двух видов: карточки заказа, предназначенные для использования при изготовлении изделий мелкими и крупными партиями; карточки отбора внутренние (межоперационные и т. д.) и внешние (карточки поставщика, перевозчика и т. п.). Виды используемых при этом карточек показаны на рис. 19.6.
Для выполнения своих функций внутренние карточки отбора и карточки заказа имеют следующие реквизиты:
1) обозначение типоразмера детали или сборочной единицы;
2) номер производящего их участка или линии;
3) номер потребляющего их участка или линии (этот реквизит у карточек заказа отсутствует);
4) тип и вместимость тары в потоке деталей (сборочных единиц) данного типоразмера;
5) номер склада, где хранятся данные детали или сборочные единицы;
6) номера и расположение стеллажа и позиций для хранения;
7) номер карточки;
8) общее количество карточек в обороте.
Сигнальные карточки имеют дополнительные реквизиты: точку заказа и размер партии поставки. Эти карточки имеют треугольную форму и навешиваются на контейнер с мелкими деталями широкого использования (т. е. унифицированными деталями) на уровне точки заказа. Карточки поставщика содержат дополнительные реквизиты, указывающие на способ и периодичность доставки комплектующих изделий от фирм-производителей на головное предприятие. На фирме Toyota для внешних поставщиков обычно принят интервал доставки, равный четырем часам, тогда как внутри автосборочного завода интервал планирования составляет всего два часа.
Рис. 19.6. Виды карточек «канбан»
Информационные системы, аналогичные «канбан», существуют в любой организации. Они определяют формы и правила обращения документов, сопровождающих движение материальных потоков в производстве. Однако информационная система «канбан» — принципиально новый шаг в этом направлении. Ее новизна определяется не столько формой и реквизитами карточек, сколько выполняемыми функциями и правилами обращения, вытекающими из них. Кроме того, новизна системы не имела бы смысла, если бы правила не выполнялись.
Правила движения карточек «канбан»
1. Любое перемещение изделий без карточек запрещено.
2. Для перемещения используются только стандартные контейнеры фиксированной емкости.
3. Бракованная продукция не должна поступать на следующую операцию (находиться в контейнере).
4. На каждый контейнер приходится только одна карточка заказа и одна карточка отбора.
5. Любой отбор, превышающий указанное в карточке количество, запрещен.
6. Производство в больших количествах, чем указано в карточке, запрещено.
7. Число карточек, находящихся в обороте, должно быть минимальным.
8. Различные типоразмеры изделий производятся в последовательности, заданной порядком поступления карточек заказа на участок
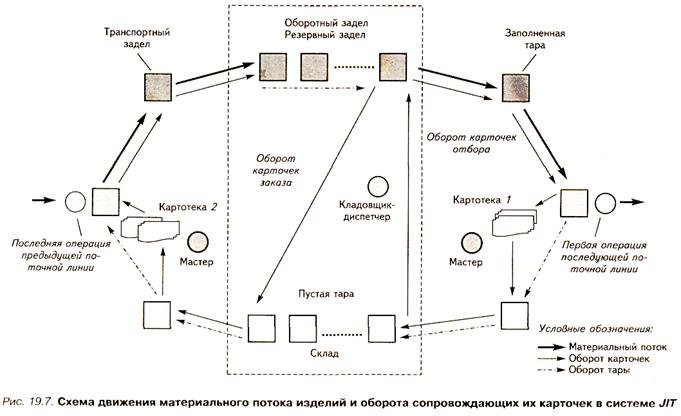
В простейшем случае механизм «вытягивания» предметов обработки с помощью карточек «канбан» реализуется следующим образом (рис. 19.7). Пусть в технологической цепи произвольно выделена некоторая связанная пара «поставляющее звено — потребляющее звено», которые взаимодействуют между собой только через назначенный им буфер (склад, накопитель, зону хранения). Буфер предназначен для хранения оборотного и, если нужно, страхового задела предметов труда в контейнерах, а также для накопления пустых контейнеров. Каждый контейнер несет одну прикрепленную к нему карточку:
• карточку отбора — при движении от буфера к потребляющему звену, когда он заполнен, и от потребляющего звена к буферу, когда он пуст;
• карточку заказа — при движении от буфера к поставляющей позиции, когда он пуст, и от поставляющей позиции к буферу, когда он полон.
Смена на контейнере карточки заказа на карточку отбора, относящихся к одному типоразмеру деталей, может происходить только в буфере, где циклы оборота карточек пересекаются. Смена карточки на такую же, но относящуюся к другому типоразмеру деталей, может происходить только на потребляющей и поставляющей позициях через картотеки 1 несоответственно.
Работа механизма «вытягивания» включает три фазы:
1) потребляющее звено, получив заказ от последующего по ходу технологического процесса звена, определяет свою потребность в деталях, необходимых для выполнения данного заказа. Из картотеки 1 выбираются соответствующие карточки отбора (одна или несколько), которые по мере освобождения контейнеров по одной прикрепляются к ним и транспортируются в буфер;
2) в буфере на основании информации карточек отбора выбираются контейнеры, заполненные требуемыми деталями. С них снимаются карточки заказа и прикрепляются на поступившие пустые контейнеры, с которых, в свою очередь, карточки отбора перемещаются на отобранные заполненные контейнеры. Таким образом, на каждом отобранном контейнере с деталями карточка заказа заменяется на карточку отбора, на таком же количестве пустых контейнеров карточки отбора заменяются на карточки заказа. Заполненные контейнеры с карточками отбора отправляются к месту потребления. Пустые контейнеры с карточками заказа отправляются к месту производства;
3) поставляющее звено, получив из буфера пустые контейнеры с карточками заказа, планирует свою потребность в материалах и размещает соответствующие заказы в предыдущих (по ходу технологического процесса) звеньях. Поступившие с пустыми контейнерами карточки заказа служат основанием для запуска в производство именно таких и именно в таком количестве предметов труда, чтобы восполнить ими уменьшившийся запас в буфере. Если поставляющее звено еще занято выполнением предыдущих заказов, вновь прибывшие карточки ставятся в конец очереди на выполнение (в картотеку 2). Когда заказ выполнен и контейнеры заполнены, они с прикрепленными карточками заказа отправляются в буфер, где соответствующий запас восполняется до прежнего уровня.
Приведенная схема движения материального потока показывает как бы одну «плоскость» процесса, обеспечивающую «вытягивание» и производство одного типоразмера деталей. Гибкость системы, т. е. быстрый переход в другую «плоскость» или к другому типоразмеру, поддерживается картотекой 1. А именно, когда контейнер с заготовками оказывается порожним, в картотеке выбирается карточка отбора со склада заготовок того типоразмера, который заказан этой линии следующим за ней производственным подразделением (например, сборочным конвейером). После чегодействует та же схема, но применительно к другому типоразмеру деталей. При возникновении дефицита на складе в оборот запускаются срочные карточки с одной красной полосой, проходящие картотеку 2 вне очереди, или аварийные с двумя красными полосами, требующие снятия с линии очередной партии и запуска аварийной партии.
Общее число карточек, находящихся в обороте, призвано точно и адекватно отражать объем незавершенного производства. Действительно, так как межлинейная транспортировка и хранение на складе предметов труда разрешено только в стандартных контейнерах, а на каждый контейнер приходится по одной карточке каждого вида, то количества контейнеров и карточек каждого вида равны. Контроль числа карточек позволяет контролировать незавершенное производство. Стремление к его минимизации приводит к правилу минимального числа карточек, находящихся в обороте. Необходимое число карточек для некоторого изделия можно рассчитать, пользуясь методами теории управления запасами. Например, следующим образом:

где Z— общее число карточек (контейнеров), находящихся в обороте;
D — среднедневное потребление предметов труда, шт.;
Т— ожидаемое время пополнения запаса, дн.;
Q— емкость контейнера, шт.;
К— коэффициент страхового запаса.
Пути минимизации заделов показаны на рис. 19.8.
Рис. 19.8. Пути минимизации запасов и заделов незавершенного
производства в системе JIT
Контрольные вопросы
1. Каковы преимущества объединения в системе Toyota поточных методов производства и «вытягивающей» системы управления?
2. Почему система JIT не сможет работать без поддержки системы TQM?
3. Совместимы ли централизованная система планирования с системой ЛТ? Если да, то на каком уровне планирования?
4. Каким является спрос на компоненты изделий в системе ЛТ, зависимым или независимым?
5. Какая модель управления запасами принята на промежуточных складах в системе ЛТ?
6. Целесообразно ли производить комплектующие изделия для концерна Toyota в Санкт-Петербурге? Почему?