Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Предельные отклонения размеров
|
|
Указанные на чертеже размеры абсолютно точно получить невозможно. Это объясняется различными причинами: изнашиванием частей механизмов металлообрабатывающих станков, износом режущих частей инструментов, деформацией самой детали при обработке, погрешностью измерительных инструментов, изменением температуры воздуха и т.п.
Даже при обработке деталей на высокоточных станках получаются отклонения от заданных размеров. Следовательно, готовая деталь имеет некоторые отклонения в размерах.
В крупносерийном производстве, когда изготовляется большое число одинаковых деталей, необходимо, чтобы действительные размеры деталей (размеры, установленные измерением с допустимой погрешностью) находились в определенных пределах, обеспечивающих:
—возможность выполнения сборки деталей без каких-либо дополнительных операций (подгонки);
—необходимые эксплуатационные качества, надежность и долговечность изделий, собранных из изготовленных деталей.
Детали, отвечающие указанным требованиям, называются взаимозаменяемыми.
Величина того или иного элемента детали определяется номинальным размером, который указан на чертеже и получен в результате расчета, проведенного при конструировании детали.
Два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер, называются предельными размерами (рис. 339). Один из них называется меньшим предельным размером. Предельным отклонением размера называется алгебраическая разность между предельным и номинальным размерами. Различают верхнее и нижнее предельные отклонения. Верхним предельным отклонением называется алгебраическая разность между наибольшим предельным и номинальным
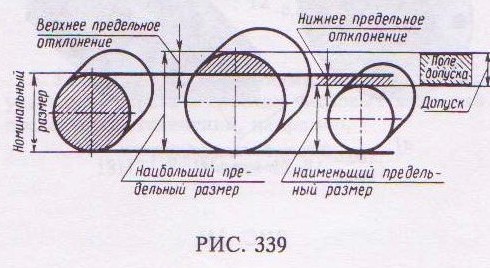
размерами (рис. 339). Предельное отклонение может быть положительным (обозначается знаком " +"), если предельный размер больше номинального, и отрицательным (обозначается знаком " –"), если предельный размер меньше номинального.
Нижнее и верхнее предельные отклонения могут быть равны друг другу или отличаются друг от друга по абсолютной величине. Одно из этих предельных отклонений может быть равно нулю.
Разность между наибольшим и наименьшим предельным размерами называется допуском.
Полем допуска называется поле, ограниченное верхним и нижним предельными отклонениями.
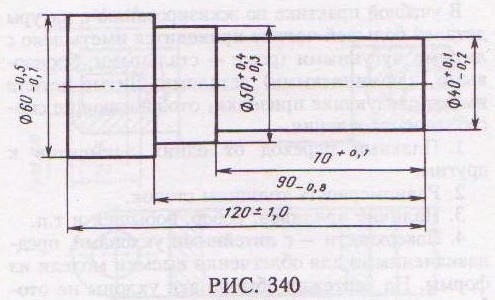
На чертежах наносят минимальные размеры и их предельные отклонения, которые определяют требуемую точность изделия при его изготовлении (рис. 340). Нанесение на чертежах предельных отклонений выполняется в соответствии с правилами, установленными ГОСТ 2.307–68. Предельные отклонения и их знаки (" +" или " –") указывают непосредственно после номинального разме-
ра. Верхнее предельное отклонение помещают нижним. Предельные отклонения, равные нулю не указывают.
По заданным на рис. 340 предельным отклонениям можно определить подсчетом предельные размеры и допуск.
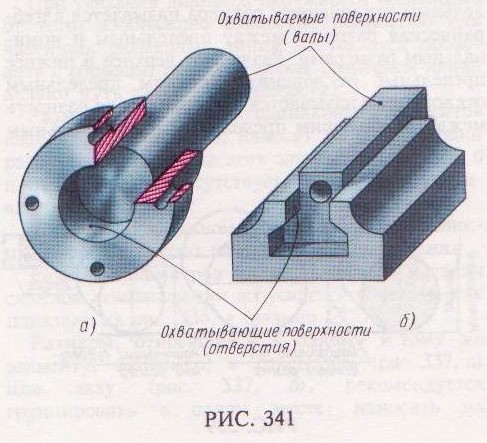
Любое сопряжение (соединение) двух деталей можно рассматривать как охватывание одной детали другой деталью (рис. 341), поэтому различают охватывающую и охватываемую детали. Охватывающая поверхность условно называется отверстием, а охватываемая – валом.
Эти поверхности могут быть различными, например, поверхностями вращения (рис. 341, а), плоскостями (рис. 341, б) и т.д.
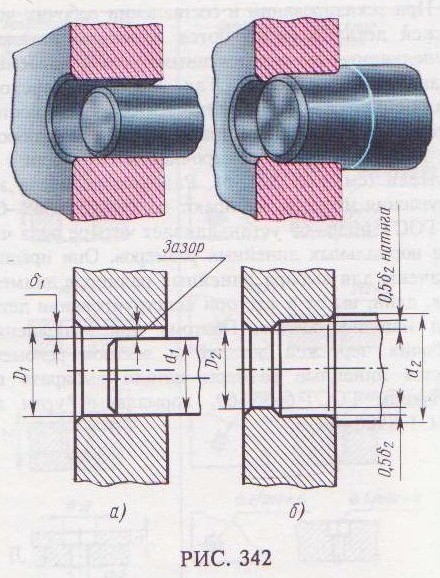
Если размер отверстия D1 больше размера вала d1 (рис. 342, а), то при соединении деталейполучается зазор, равный их разности δ 1 = D1 – d1. Зазор дает возможность сопрягаемым деталям свободно перемещаться относительно друг друга.
Если же до сборки деталей размер вала d2 был больше размера отверстия D2 (рис. 342, б), соединение деталей выполняется с натягом δ 2 = d2 – D2. Натяг исключает возможность относительного перемещения деталей после их сборки. Величина натяга характеризует степень coпротивления смещению одной детали относительно другой после их соединения. Чем больше натяг, тем больше величина его сопротивления.
Характер соединения деталей, определяемый разностью их размеров до сборки, т.е. величиной зазоров или натягов в соединении, называется посадкой.
Существует значительное количество посадок, которые можно разделить на три группы:
1) посадки с натягом – неподвижные посадки, исключающие возможность относительного перемещения сопрягаемых деталей (рис. 342, б);
2) посадки переходные, имеющие натяг, близкий к нулю, и обеспечивающие неподвижность сопрягаемых деталей только при условии применения шпонок, винтов и тому подобных фиксирующих деталей;
3) посадки с зазором – подвижные посадки, допускающие относительное перемещение сопрягаемых деталей (рис. 343, а).
Во всех конструкторских разработках должны соблюдаться правила и требования Единой системы допусков и посадок (ЕСДП). ЕСДП устанавливает совокупность стандартизированных допусков и предельных отклонений размеров, а также посадок, образованных отверстиями и валами, имеющими стандартные предельные отклонения размеров.
Основные правила и требования, определяемые ЕСДП, устанавливают следующие стандарты: ГОСТ 25346-89 и ГОСТ 25347-82.
В зависимости от назначения деталей, имеющих одинаковый размер, этому размеру могут соответствовать различные допуски. Совокупность допусков, соответствующих одинаковой степени точности для всех номинальных диаметров, называется квалитетом. Установлено 20 квалитетов, обозначаемых: 0, 1; 0; 1; 2; 3;...; 18.
Условное обозначение поля допуска образуется сочетанием обозначения основного предельного отклонения и номера квалитета.
Основные предельные отклонения условно обозначаются буквами латинского алфавита: прописными – для отверстий (Н7, N11) и строчными – для валов (k6, f7).
Предельные отклонения размеров следует указывать непосредственно после номинальных размеров.
Таким образом, размер, для которого указывается поле допуска, обозначают: 40Н7, 40Н11 – для отверстий; 40g6, 12 е 8 – для валов.
Числовые значения предельных отклонений берутся из соответствующих стандартов. Примеры предельных отклонений вала приведены в табл. 24, а для отверстий в табл. 25.
Предельные отклонения линейных размеров на чертежах указываются одним из трех способов.
1. Условными обозначениями полей допусков, например, 18Н7, 12е8.
2. Числовыми значениями предельных отклонений, например,
18+0, 018; 
3. Условными обозначениями полей допусков с указанием справа в скобках числовых значений предельных отклонений, например,
18Н7(+0-018)или12е8  .
.
Таблица 24
Предельные отклонения отверстия, мкм
| Интервал размеров, мм | Поля допусков | |||||||||||||
| с8 | d8 | е8 | f8 | h8 | js8x | u8 | x8 | z8 | d9 | e9 | f9 | h9 | js9x | |
| Св. 120 до 140 | -200 -263 | -145 -208 | -85 -148 | -43 -106 | -63 | +31 -31 | +233 +170 | +311 +248 | +428 +365 | -145 -245 | -85 -185 | -43 -143 | -100 | +50 -50 |
| Св. 140 до160 | -210 -273 | +253 + 190 | +343 +280 | +478 +415 | ||||||||||
| Св. 160 до180 | -230 -293 | +273 +210 | -373 +310 | -528 + 465 |
Общую запись в технических требованиях о неуказанных предельных отклонениях несопрягаемых размеров или сопрягаемых размеров низкой степени точности (от 12-го квалитета и грубее до 17-го квалитета) можно производить таким образом: неуказанные предельные отклонения размеров отверстий по HI4, валов по h14, остальных – ±IT/2. При этом отклонения Н14 относятся к размерам всех отверстий, а отклонения h14– к размерам всех валов.
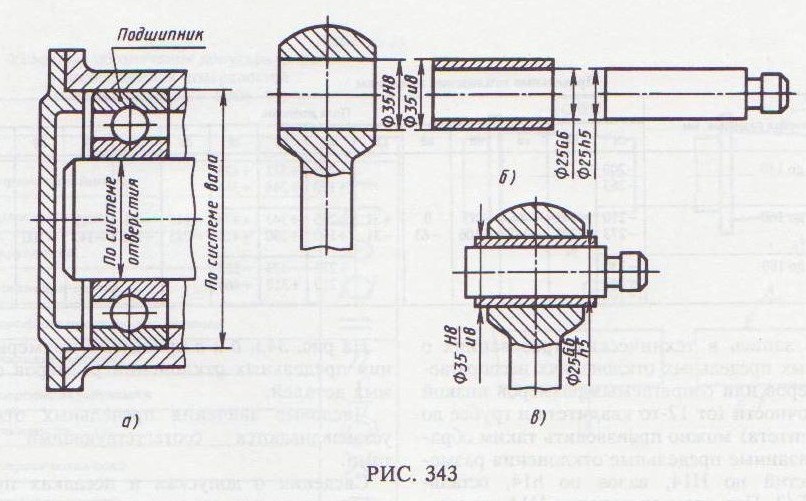
На рис. 343, б приведены примеры нанесения предельных отклонений сопрягаемых размеров деталей.
Осуществить ту или иную посадку можно за счет изменения размеров отверстия или размеров вала, поэтому применяют две системы посадок: систему отверстия и систему вала (рис. 343). Посадки в системе отверстия выполняются за счет изменения размера вала при неизменном размере основного отверстия. В системе вала посадки выполняются за счет изменения размеров отверстия.
Система отверстия является предпочтительной, так как выполнить вал требуемого диаметра и подогнать под отверстие значительно проще (рис. 343, а; по внутреннему диаметру подшипника). Система вала применяется, например, в посадке подшипника по наружному диаметру (рис. 343, а).
На рис. 343, б и в приведены примеры нанесения предельных отклонений размеров сопрягаемых деталей.
Числовые значения предельных отклонений устанавливаются соответствующими стандартами.
Сведения о допусках и посадках приведены здесь только для ознакомления с производственными чертежами, на учебных чертежах допуски и посадки обычно не наносят.