Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Нанесение на чертежах деталей обозначений шероховатости поверхностей
|
|
Рассматривая поверхность детали, можно заметить, что она не во всех местах одинаковая и име-
ет неровности в виде мелких выступов и впадин. Совокупность этих неровностей, образующих рельеф поверхности на определенной базовой длине l, называется шероховатостью.
Детали могут иметь различную шероховатость поверхностей, которая зависит от материала и
технологического процесса изготовления деталей. На одних поверхностях деталей шероховатость видна даже невооруженным глазом, на другом – только с помощью приборов.
Шероховатость поверхности является одной из основных характеристик качества поверхности деталей и оказывает влияние на эксплуатационные показатели машин, станков, приборов.
Термины и определения основных понятий по шероховатости поверхности устанавливает ГОСТ 25142-82.
Параметры и характеристики шероховатости поверхности устанавливает ГОСТ 2789–73.
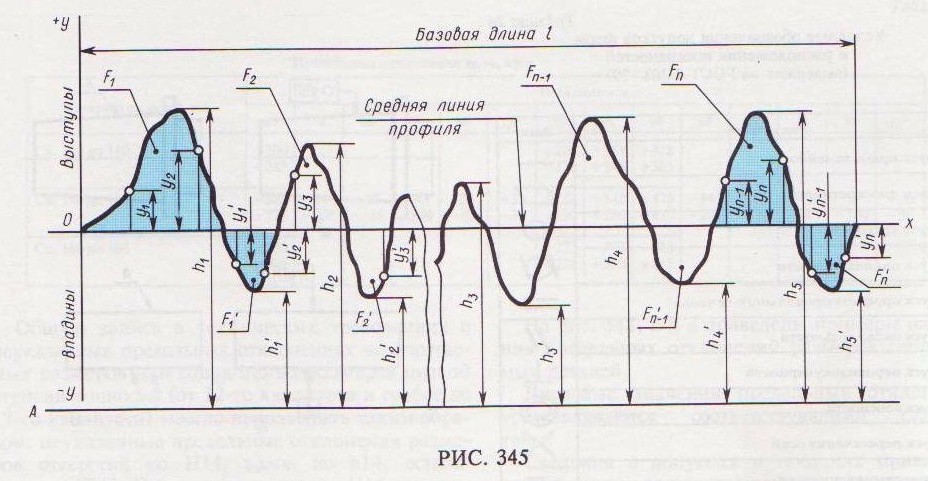
Сечение поверхности плоскостью дает представление о профиле ее рельефа: числе, форме и величине выступов и впадин неровностей (рис. 345). В соответствии с ГОСТ 2789–73 шероховатость поверхности характеризуется одним из следующих параметров: средним арифметическим отклонением профиля (Ra) или высотой неровностей профиля по десяти точкам (Rz), Значения этих параметров определяются в пределах некоторого участка поверхности, длина которого называется базовой длиной l.
Зная форму профиля (см. рис. 345) в пределах базовой длины l, на диаграмме можно провести его среднюю линию Ох, выше которой будут располагаться выступы, а ниже впадины.
На рис. 345 параметры, относящиеся к впадинам, отмечены штрихами (y′, F', h '), параметры же, относящиеся к выступам, штрихов не имеют (у, F, h). Средняя линия профиля проводится так, чтобы площади, соответствующие выступам и впадинам, были равны между собой:
(F1 + F2 +... + Fn-1 + Fn) =
= (F′ 1+ F′ 2 +... + F′ n-1+ F'n).
Среднее арифметическое отклонение профиля Ra представляет собой среднее значение в пределах базовой длины l расстояний точек выступов
(y1, y2, …, yn-1, yn) и впадин (у′ 1, y′ 2, …, у′ n-1, y′ n) от средней линии профиля, причем при суммировании учитывается только абсолютная величина этих расстояний, а их алгебраический знак не учитывается.
Параметр Ra можно характеризовать следующим равенством:

Высота неровностей профиля по десяти точкам Rz представляет собой среднее расстояние между находящимися в пределах базовой длины пятьювысшими точками выступов и пятью низшими точками впадин, измеренное от произвольной линии АВ, параллельной средней линии профиля:

Измерение величин, определяющих знг Ra и Rz, производится с помощью специальных приборов – профилометров.
ГОСТ 2.309–73 устанавливает обозначения шероховатости поверхностей и правила нанесения их на чертежах изделий всех отраслей промышленности.
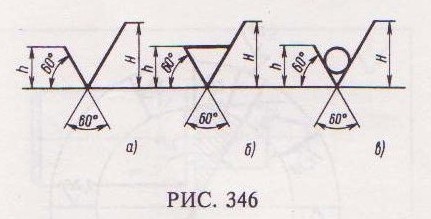
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рис. 346.
Если вид обработки поверхности конструктором не устанавливается (представляется на усмотрение технолога), то применяется знак, изображенный на рис. 346, а.
При обозначении шероховатости поверхности, которая должна быть образована в результате удаления слоя материала – точением, фрезерованием, сверлением, протягиванием, развертыванием, шлифованием и т.п., применяется знак, изображенный на рис. 346, б.
Шероховатость поверхности, образуемой без удаления слоя материала – литьем, ковкой, объемной штамповкой, прокатом, волочением и т.п., обозначается знаком, изображенным на рис. 346, в. Этим же знаком обозначаются поверхности, не обрабатываемые по данному чертежу.
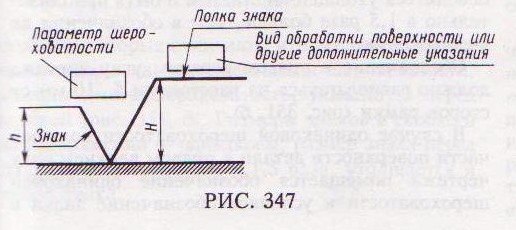
Для указания вида обработки и других пояснительных надписей применяют эти знаки с полкой (рис. 347). На учебных чертежах рекомендуется применять знак без полки.
Высота знака h (рис. 347) приблизительно равна высоте цифр размерных чисел, применяемых на чертеже. Высота Н берется равной (1, 5...3) h.
Толщина линий знаков равна приблизительно 0, 5 толщины сплошной толстой основной линии чертежа.
Условный знак наносится на линиях контура, на выносных линиях или на полках линий-выносок (рис. 348). Своей вершиной угол должен касаться линии, на которую он наносится, и распо-
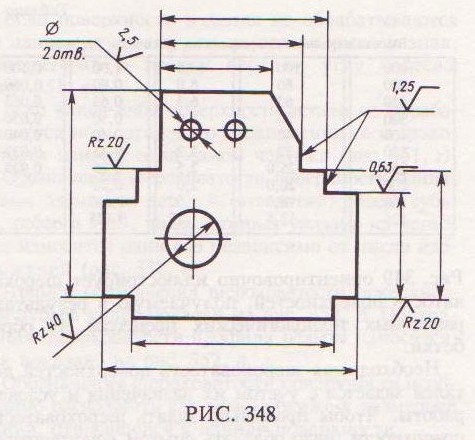
лагаться так, чтобы его биссектриса была перпендикулярна этой линии.
При недостатке места допускается обозначение шероховатости располагать на выносных и размерных линиях или на их продолжении, а также разрывать выносную линию. На линии невидимого контура допускается наносить обозначение шероховатости только в случае, когда от этой линии нанесен размер.
Для обозначения числового значения параметров шероховатости поверхности на условном знаке указываются: для параметра Ra – только числовая величина без буквенного символа, для параметра Rz – буквенный символ (Rz) и числовая величина (рис. 348). Числовые величины параметров Ra и Rz следует брать по ГОСТ 2789–73 (табл. 27 и 28). Более предпочтительным является применение числовых значений параметра Ra. Высота цифр и символ Rz равна высоте размерных чисел чертежа.
Шероховатость поверхности зависит от инструмента, которым обрабатывается поверхность, а также от технологического процесса и режима выполнения той или иной операции обработки.
Таблица 27
Среднее арифметическое отклонение профиля Ra. мкм
| 20 16, 0 12, 5 10, 0 | 8, 0 6, 3 5, 0 4, 0 3, 2 2, 5 2, 0 1, 60 1, 25 1, 0 0, 80 | 0, 63 0, 50 0, 40 0, 32 0, 25 0, 20 0, 160 0, 125 0, 100 0, 080 0, 063 | 0, 050 0, 040 0, 032 0, 025 0, 020 0, 016 0, 012 0, 010 0, 008 |
Таблица 28
Высота неровностей профиля по 10 точкам Rz, мкм
| 10, 0 | 1, 00 | 0, 100 | ||
| 8, 0 | 0, 80 | 0, 080 | ||
| 6, 3 | 0, 63 | 0, 063 | ||
| 5, 0 | 0, 50 | 0, 050 | ||
| 4, 0 | 0, 40 | 0, 040 | ||
| 3, 2 | 0, 32 | 0, 032 | ||
| 25, 0 | 2, 5 | 0, 25 | 0, 025 | |
| 20, 0 | 2, 0 | 0, 20 | – | |
| 16, 0 | 1, 60 | 0, 160 | – | |
| 12, 5 | 1, 25 | 0, 125 | – |
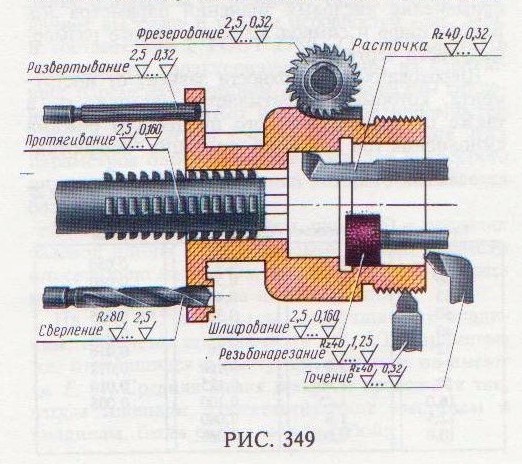
Рис. 349 ориентировочно иллюстрирует шероховатость поверхностей, получаемую в результате различных технологических процессов их обработки.
Необходимая шероховатость поверхностей деталей задается с учетом их назначения и условий работы. Чтобы правильно задать шероховатость поверхности, надо обладать опытом конструирования и знаниями технологии машиностроения. В учебных условиях шероховатость поверхности задается ориентировочно в соответствии с рис. 349, исходя из следующего.
1. Если детали соприкасаются между собой и перемещаются относительно друг друга, шероховатость их поверхности должна соответствовать: Rа 2, 5...0, 32; Rz 10...16 мкм.
2. Если детали соприкасаются между собой и неподвижны относительно друг друга, шероховатость поверхностей может соответствовать: Ra20...2, 5; Rz80 … 20 мкм.
3. Поверхности деталей, не соприкасающиеся с какими-либо поверхностями, могут иметь шероховатость: Ra20...5; Rz 80...20 мкм.
4. При предъявлении эстетических требований к внешнему виду поверхностей они долж-
ны иметь шероховатость: Ra5... 1, 25; Rz 20... 6, 3 мкм.
5. Шероховатость поверхностей резьбы может быть Ra10..1, 25; Rz40...6, 3 мкм.
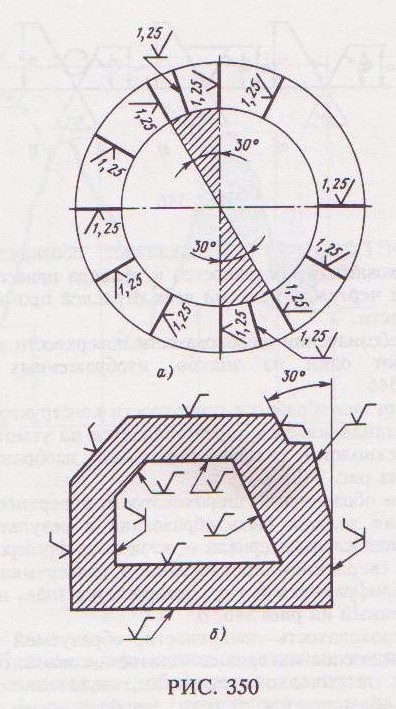
На рис. 350, а показано расположение знаков шероховатости, в которых знак не имеет полки. Если поверхность расположена в зоне с углом 30º, то знак шероховатости наносят на полке линии-выноски, оканчивающейся стрелкой. На рис. 350, б показаны варианты расположения знака шероховатости, имеющего полку.
Если все поверхности детали имеют одинаковую шероховатость, то ее обозначение помещают в правом верхнем углу чертежа и на изображении не наносят (рис. 351, а). Размер знака, вынесенного в правый верхний угол чертежа, должен обводиться утолщенной линией и быть приблизительно в 1, 5 раза больше, чем в обозначении на изображении.
Обозначение в правом верхнем углу чертежа должно располагаться на расстоянии 5... 10 мм от сторон рамки (рис. 351, б).
В случае одинаковой шероховатости большей части поверхности детали в правом верхнем углу чертежа помещается обозначение одинаковой шероховатости и условное обозначение знака в
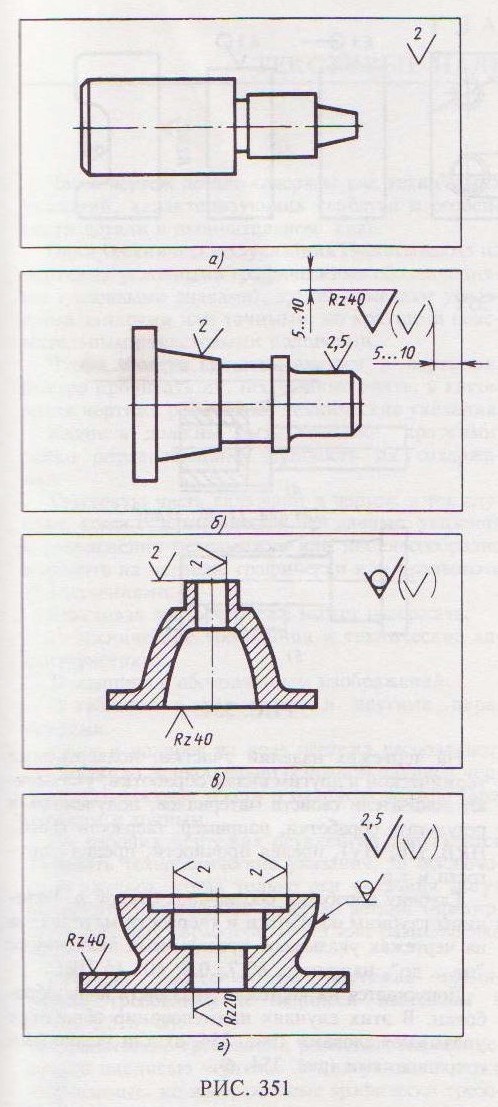
скобках, которые означают, что все поверхности, имеющие на чертеже знаков шероховатости, должны иметь шероховатость, указанную перед скобкой (рис. 351, б). Размеры знаков в скобке и изображении – одинаковы; размер знака перед скобкой увеличивается в 1, 5 раза, утолщается и линия знака.
Если поверхности изделия не обрабатываются по данному чертежу, то на это указывает знак, помещенный в правом верхнем углу чертежа (рис. 351, в).
Если какая-либо поверхность детали не обрабатывается по чертежу, то обозначение ее шероховатости наносят и на самом чертеже (рис. 351, г).
Обозначение шероховатости поверхности одинаковых элементов деталей (отверстий, пазов, зубьев, ребер и т.п.), число которых указано на чертеже, наносится один раз независимо от числа изображений (рис. 352, а).
Пример обозначения шероховатости поверхностей зубьев колес показан на рис. 352, б. Обозначения шероховатости профиля резьбы наносятся, как показано на рис. 352, в, г.
Обозначения шероховатости поверхности необходимо располагать как можно ближе к размерной линии, относящейся к данной поверхности.
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с рис. 352, д и е.
В обозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак о не приводят (рис. 352, ж).