Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Условные изображения сварных швов
|
|
ГОСТ 2.312–72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений.
В случае необходимости показать форму и размеры сварного шва (например, нестандартного шва) поперечное сечение шва выполняется в соответствии с рис. 465. Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва сплошными тонкими линиями. Штриховка свариваемых деталей выполняется в разные стороны. При необходимости на чертеже указываются размеры конструктивных элементов швов (рис. 465, а).
Сварные швы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги. На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, обозначая их прописными буквами русского алфавита (например, А, Б, В на рис. 465, б).
Независимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый – штриховой линией (рис. 465, в). От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой.
В сварочном производстве применяются, как правило, стандартные сварные швы, параметры которых определяются соответствующими стандартами.
В курсе " Инженерная графика" обычно рассматривается сварка деталей из углеродистых сталей с применением швов, выполняемых автоматической дуговой сваркой. Типы швов определяет ГОСТ 5264–80. Сварные соединены из алюминия и алюминиевых сплавов выполняются швами по ГОСТ 14806-80. Кроме того, существует еще ряд стандартов, определяющих типы и конструктивные элементы швов шла сварных соединений, а также способы их сварки.
Каждый стандартный шов имеет буквенно-циф-ровое обозначение, полностью определяющее конструктивные элементы шва.
Буквенная часть обозначения определяется видом сварного соединения.
Различают следующие виды сварных соединений:
1. Стыковое соединение (С) – свариваемые детали соединяются по своим торцовым поверхностям (рис. 466, а).
2. Угловое соединение (У) – свариваемые детали расположены под углом и соединяются покромкам (рис. 466, б).
3. Тавровое соединение (Т) – торец одной детали соединяется с боковой поверхностью другой детали (рис. 466, в).
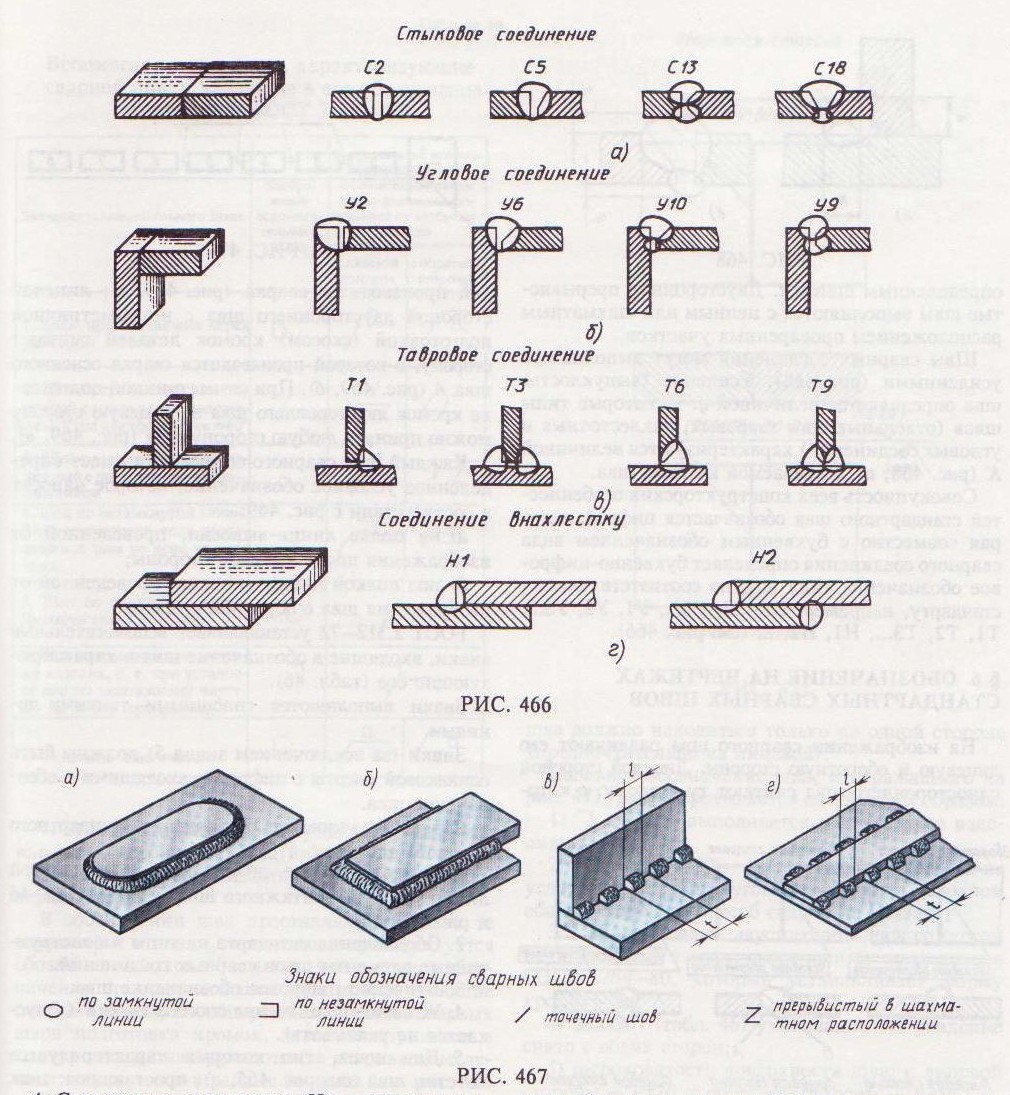
4. Соединение внахлестку (Н) – поверхности соединяемых деталей частично перекрывают друг друга (рис. 466, г).
Между кромками свариваемых деталей предусматривается зазор величиной 0...5 мм. В зависимости от требований, предъявляемых к сварному соединению, кромки свариваемых деталей подготавливаются по-разному. Сварка может выполняться во всех четырех видах сварного соединения без скоса кромок (С2) и со скосом одной или двух кромок (С5, Т9). Скосы могут быть симметричными и несимметричными, прямолинейными и криволинейными.
По расположению швы разделяются на односторонние и двусторонние. Шов выполняется сплошным (рис. 467, а и б) или прерывистым (рис. 467, в и г), характеризуемым длиной l провариваемых участков, которые расположены с
определенным шагом t. Двусторонние прерывистые швы выполняются с цепным или шахматным расположением проваренных участков.
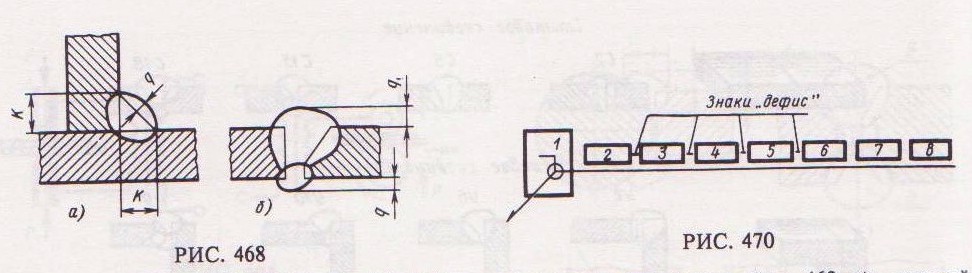
Швы сварных соединений могут выполняться усиленными (рис. 468). Усиление (выпуклость) шва определяется величиной q. Некоторые типы швов (отдельные швы тавровых, нахлесточных и угловых соединений) характеризуются величиной К (рис. 468, а), называемой катетом шва.
Совокупность всех конструкторских особенностей стандартного шва обозначается цифрой, которая совместно с буквенным обозначением вида сварного соединения определяет буквенно-цифровое обозначение типа шва по соответствующему стандарту, например, С1, С2, СЗ..., У1, У2, УЗ..., T1, Т2, ТЗ..., H1, H2,... (см. рис. 466).