Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Обозначение на чертежах стандартных сварных швов
|
|
На изображении сварного шва различают его лицевую и оборотную стороны. Лицевой стороной одностороннего шва считают ту сторону, с кото-
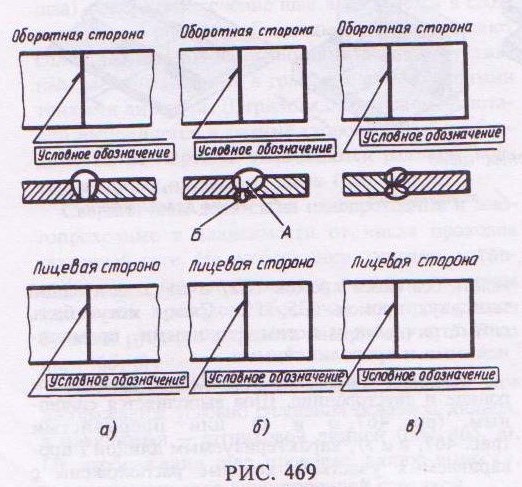
рой производится сварка (рис. 469, а); лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок деталей считают сторону, с которой производится сварка основного шва А (рис. 469, б). При симметричной подготовке кромок двустороннего шва за лицевую сторону можно принять любую сторону шва (рис. 469, в). Каждый шов сварного соединения имеет определенное условное обозначение, которое наносят в соответствии с рис. 469:
а) на полке линии-выноски, проведенной от
изображения шва с лицевой стороны;
б) под полкой линии-выноски, проведенной от
изображения шва с обратной стороны.
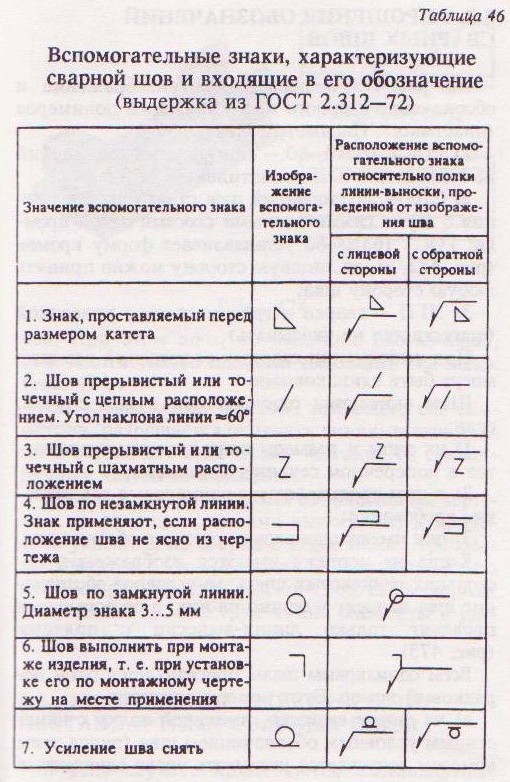
ГОСТ 2.312–72 устанавливает вспомогательные знаки, входящие в обозначение шва и характеризующие его (табл. 46).
Знаки выполняются сплошными тонкими линиями.
Знаки (за исключением знака 5) должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Структура условного обозначения стандартногс
сварного шва (рис. 470):
1. Вспомогательные знаки шва по замкнутой
линии О " монтажного шва" ך (см. табл. 46 и рис 470).
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
3. Буквенно-цифровое обозначение шва.
4. Условное обозначение способа сварки (допускается не указывать).
5. Для швов, тип которых характеризуется катетом шва (см. рис. 465, а), проставляют: знак 1 (табл. 46) и размер катета в миллиметрах.
6. Для прерывистого шва – размер длины провариваемого участка, знак / и знак Z (размер шага).
7. Вспомогательные знаки (усиление шва снять, наплывы, неровности) (см. табл. 46).
8. Шероховатость механической обработки поверхности шва.
В обозначении шва проставляются только те параметры и знаки, которыми характеризуется обозначаемый шов. Учитывая, что условное обозначение стандартного шва дает исчерпывающие сведения о нем, на поперечных сечениях сварных швов подготовка кромок, зазор между ними и контур шва не изображаются, а свариваемые детали штрихуются в разные стороны (см. рис. 466 и 471).
На рис. 471 и 472 приведены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312–72 допускает не указывать способ сварки. На этих рисунках в качестве примера дано условное изображение шва как на лицевой стороне, так и на его обратной стороне. Очевидно, что на рабочих чертежах условное изображение
шва должно находиться только на одной стороне (предпочтительно на лицевой).
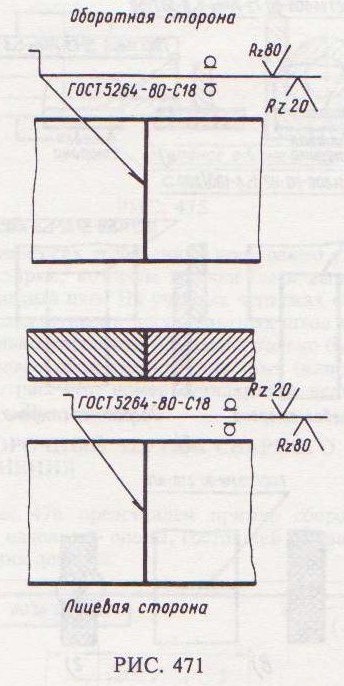
Условное обозначение шва, изображаемого на рис. 471, расшифровывается следующим образом:
1) ך – шов выполняется при монтаже изделия;
2) ГОСТ 5264–80 – шов для сварки деталей из углеродистой стали дуговой сваркой (в условном обозначении шва способ сварки не указан);
3) С18 – стыковой двусторонний шов со скосом двух кромок. Размеры скоса кромок приведены в ГОСТ 5264–80, который устанавливает форму кромок;
4) знаки 7 (табл. 46) указывают, что усиление снято с обеих сторон;
5) шероховатость поверхности шва: с лицевой стороны – Rz20, с обратной стороны – Rz80.
На рис. 472, а представлен сварной шов, характеризуемый следующими данными:
1) О – шов выполнен по замкнутой линии;
2) ГОСТ 14806–80 – шов для сварки алюминия;
3) ТЗ – тавровый двусторонний шов без скоса кромок (любая сторона принимается за лицевую);
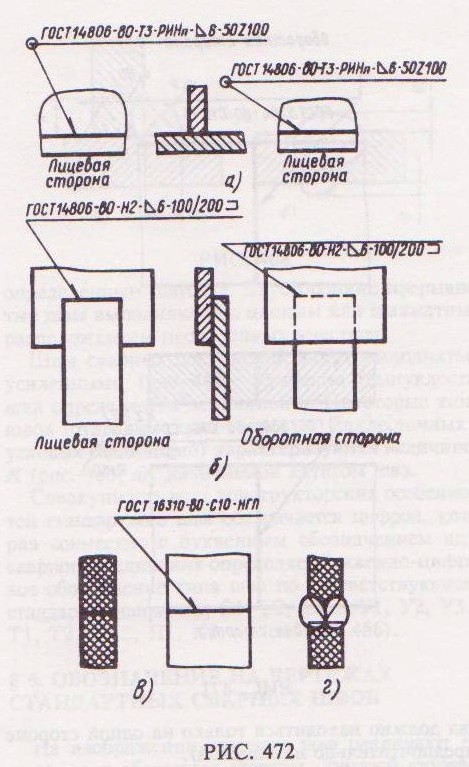
4) РИНп – сварка ручная дуговая в инертных
газах иеплавящимся электродом (допускается не
указывать);
5)  6 – катет шва 6 мм;
6 – катет шва 6 мм;
6) длина провариваемого участка 50 мм;
7) шаг 100 мм.
Рис. 472, б иллюстрирует изображение и обозначение шва со следующими характеристиками:
1) ГОСТ 14806–80 – шов для сварки алюминия;
2) Н2 – шов соединения внахлестку без скоса кромок, односторонний, прерывистый. Шов выполняется полуавтоматической сваркой в инертных газах плавящимся электродом (в обозначение сварного шва способ сварки не внесен);
3) 6 – катет шва 6 мм;
4) длина провариваемого участка 100 мм;
5) шаг 200 мм;
6)  – шов выполняется по незамкнутой линии.
– шов выполняется по незамкнутой линии.