Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
В установочных сборочных приспособлениях
|
|
При использовании установочных сборочных приспособлений повышается точность собираемых изделий и производительность труда рабочих-сборщиков. Однако функциональное назначение приспособлений усложняется, т.к. нужно установить не только базовую деталь, но также и все объединяемые с ней детали. В этом случае задача точного базирования становится весьма важной, поскольку от неё зависит не только качество изделий, но и их собираемость. При выборе технологических баз для сборки изделий следует прежде всего использовать принцип совмещения баз, т.е. в качестве технологических баз следует выбирать поверхности, которые являются измерительными базами.
Рассмотрим реализацию этого принципа на примере сборки узла из двух деталей. Конструкция узла показана на рис.4.1, а. При соединении деталей 1 и 2 необходимо выполнить размер L. Плоскость А, Б деталей 1, 2 являются измерительными базами, поэтому их надо выбирать в качестве технологических баз в сборочном приспособлении (рис.4.2, б). В партии собираемых деталей размер L будет постоянным для всех сборок и равным расстоянию между установочными элементами приспособления, т.е. погрешность базирования по этому размеру равна нулю. Поскольку при сборке обе сопрягаемые детали закрепляются силами Q1 и Q2 , то погрешность закрепления по размеру L будет равна
 ,
,
где  и – погрешности закрепления деталей 1 и 2 от сил зажима сопротивление Q1 и Q2. Погрешность базирования по размеру М равна нулю. Погрешность закрепления по размеру М также равна нулю, т.к. направление размера М перпендикулярно направлению действия зажимных усилий.
и – погрешности закрепления деталей 1 и 2 от сил зажима сопротивление Q1 и Q2. Погрешность базирования по размеру М равна нулю. Погрешность закрепления по размеру М также равна нулю, т.к. направление размера М перпендикулярно направлению действия зажимных усилий.
На рис.4.1, в приведена схема другого приспособления для сборки рассматриваемого узла. В этом случае принцип совмещения баз не соблюдается и размер L выдерживается с допуском TL на размер L детали 1. Этот допуск определяет погрешность базирования. Погрешность закрепления по размеру L будет определятся по ранее приведённой формуле. Погрешности базирования и закрепления по размеру М равны нулю.
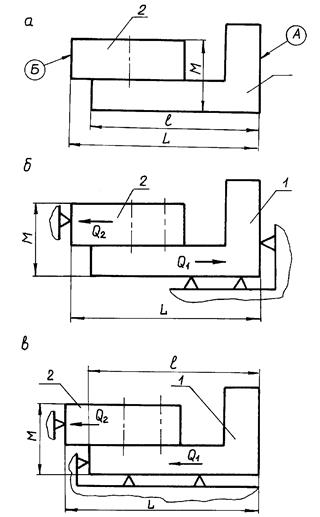
Рис.4.1. Конструктивная схема собираемого узла (а)
и возможные варианты компоновок приспособлений для его сборки (б, в)
Измерительная база как правило совмещается (отождествляется) с конструкторской базой. Поэтому можно сделать следующий важный вывод, что большая точность сборки достигается при совмещении (совпадении) технологической и конструкторской баз.
Рассмотрим как реализуется этот принцип при сборке продольно – прессового соединения при различных вариантах задания осевого положения втулки в корпусе.
Вариант 1 (рис. 4.2, а).
В этом случае представляется возможность при сборке базировать объединяемые детали по поверхностям сопряжения (рис.4.2, б).
Конструктивная схема сборочного приспособления для запрессовки представлена на рис.4.3. В сборочном приспособлении корпус 1 устанавливается на подставку 2 и центрируется направляющим цилиндрическим (коническим) подпружиненным пальцем 3. Подлежащая запрессовке втулка 10 крепится на оправке 6, которая через переходник 8 закреплена в плунжере 9 пресса. Втулка крепится на оправке с помощью шарикового зажима 1. Поджим стакана 5, который направляет (базирует) втулку 10, осуществляется пружиной 7. При запрессовке втулки направляющий палец 3 опускается вниз, преодолевая пружины 6 до опорной пластины 12. Последняя ограничивает осевое перемещение втулки.
 
|
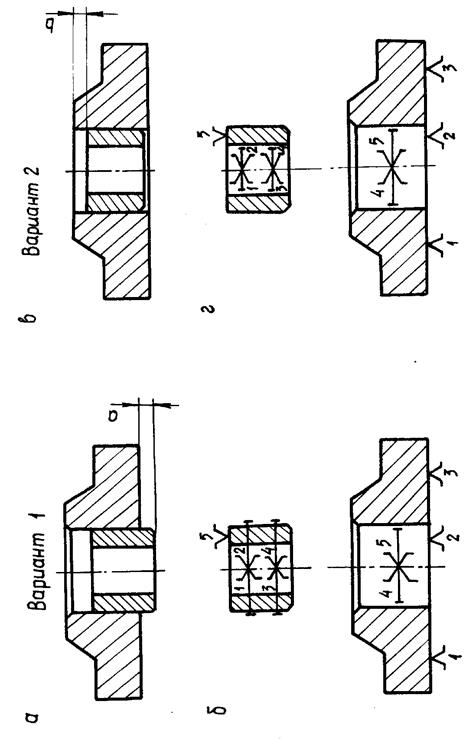
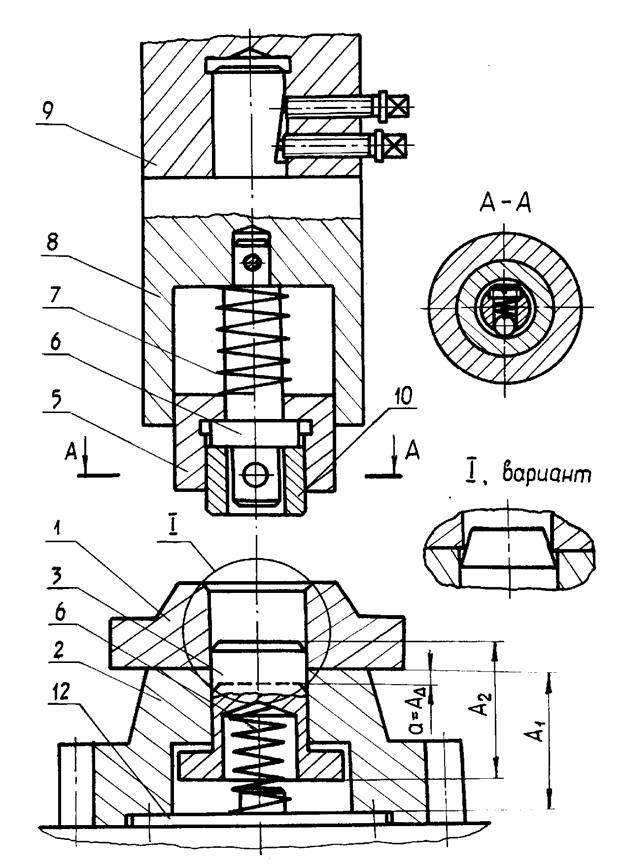
Рис.4.3. Конструктивная схема приспособления для запрессовки втулки
в корпус по варианту 1
Погрешность размера а определяется допуском замыкающего звена цепи А:


где А1 – размер приспособления определяющий положение опорной плоскости подставки до торцовой поверхности выточки; А2 – размер приспособления определяющий высоту направляющего пальца; ТА1 и ТА2 – допуски размеров А1 и А2 .
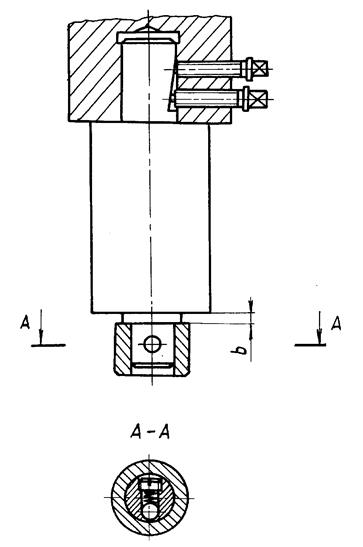
Рис.4. Конструкция оправки для запрессовки втулки в корпус по варианту 2
Поскольку приспособление изготавливается весьма точно и кроме того эту обнаруженную погрешность можно компенсировать изменением одного из размеров (А1 или А2) после получения первых сборок, то погрешность базирования по размеру а можно считать равной нулю  .
.
Вариант 2 (рис.4.2, в).
В этом случае при сборке не представляется возможность базировать обе детали по поверхностям сопряжения (рис.4.2, г). Втулку можно базировать только по внутреннему отверстию. При этом оно должно быть выполнено строго соосно с наружной поверхностью втулки. Конструкция оправки для базирования втулки представлена на рис.4.4. Погрешность базирования по размеру в при сборке будет равна нулю  .
.
В каждом конкретном случае в зависимости от сложности изделия может быть предложено несколько схем базирования объединяемых при сборке деталей. При анализе и сопоставлении этих схем базирования приходится рассчитывать погрешности установки, а при смене баз пересчитывать размеры и допуски.