Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Определение погрешности установки при сборке изделий в установочных сборочных приспособлениях
|
|
Погрешность установки  является составляющей общей погрешности размера, выдерживаемого при сборке. Она состоит из погрешности базирования
является составляющей общей погрешности размера, выдерживаемого при сборке. Она состоит из погрешности базирования  , погрешности закрепления
, погрешности закрепления  и погрешности положения
и погрешности положения  , вызываемой неточностью приспособления:
, вызываемой неточностью приспособления:
Погрешность базирования определяется разностью предельных расстояний от измерительной базы до поверхности присоединяемой детали, положение которой задано выполняемым при сборке размером. Положение этой поверхности может быть постоянным, если она контактирует с установочными элементами приспособления, или переменным, если присоединяемая деталь контактирует с установочными элементами другой поверхностью. В первом случае при совмещении измерительной и технологической баз погрешность базирования равна нулю. Во втором случае она равна допуску размера, связывающего две указанные поверхности присоединяемой детали.
На рис.5.1, а показана схема приспособления для запрессовки втулки 1 в корпус 2. При сборке выдерживается размер А1 . Поверхность а корпуса и поверхность в втулки являются технологическими и измерительными базами.
Условие совмещения баз при этом выполняется и погрешность базирования для размера А1 равна нулю. Если при сборке выдерживается размер А2 , то условие совмещение баз выполняется только для детали 2. Для детали 1 оно не выполняется (поверхность в – технологическая база, а поверхность с – измерительная). В связи с этим по размеру А2 возникает погрешность базирования  , которая равна допуску на длину втулки L1 , т.е.
, которая равна допуску на длину втулки L1 , т.е.
 .
.
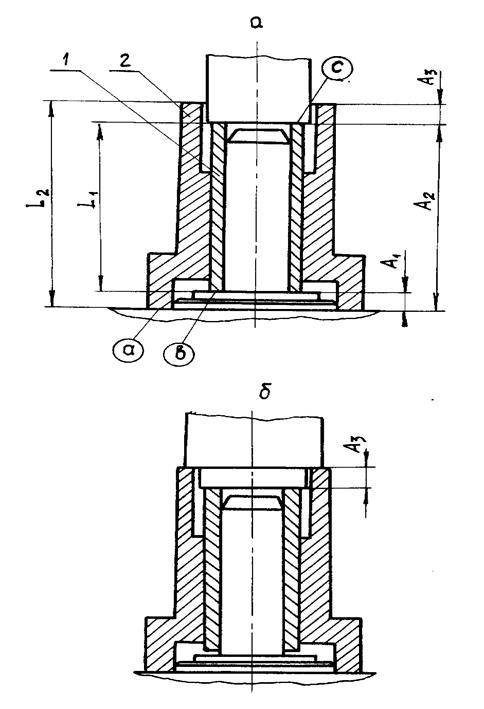
Рис. 5.1. Схемы для расчета погрешностей базирования
при запрессовке втулки в корпус
При выполнении размера А3 условие совмещения баз не выдерживается для обеих сопрягаемых деталей. Возникает погрешность базирования  , равная сумме допусков размеров L1 и L2 , т.е.
, равная сумме допусков размеров L1 и L2 , т.е.
 .
.
Изменив схему приспособления (рис.5.1, б) и применив ступенчатый наконечник плунжера пресса, можно привести погрешность базирования для размера А3 к нулю  при условии, что по нижнему торцу предусмотрен зазор.
при условии, что по нижнему торцу предусмотрен зазор.
Из рассмотренного примера следует, что погрешность базирования в сборочных приспособлениях может достигать, больших значений, чем при механической обработке.
Погрешность закрепления  определяется разностью предельных расстояний от измерительной базы собираемого изделия до заданной поверхности присоединяемой детали в результате смещения объединяемых деталей под действием сил закрепления. Для партии изделий равно нулю, если смещение хотя и велико, но постоянно. В этом случае это смещение может быть учтено (компенсировано) поднастройкой технологической системы. В основном смещение деталей имеет место в результате контактных деформаций, которые происходят в местах сопряжения деталей с установочными элементами приспособления. Погрешность закрепления равна нулю, если смещение деталей происходит перпендикулярно к направлению выдерживаемого при сборке размера. Погрешность закрепления можно уменьшить, применяя в сборочных приспособлениях зажимные устройства с постоянной силой закрепления (пневматические, гидравлические и др.). Погрешность закрепления нередко сопоставима с погрешностью базирования и её необходимо учитывать при точной сборке. Так как в процессе сборки в приспособлении закрепляют обе объединяемые детали (базовую и присоединяемую), то общая погрешность закрепления определяется суммированием составляющих погрешностей закрепления обеих деталей как случайных величин:
определяется разностью предельных расстояний от измерительной базы собираемого изделия до заданной поверхности присоединяемой детали в результате смещения объединяемых деталей под действием сил закрепления. Для партии изделий равно нулю, если смещение хотя и велико, но постоянно. В этом случае это смещение может быть учтено (компенсировано) поднастройкой технологической системы. В основном смещение деталей имеет место в результате контактных деформаций, которые происходят в местах сопряжения деталей с установочными элементами приспособления. Погрешность закрепления равна нулю, если смещение деталей происходит перпендикулярно к направлению выдерживаемого при сборке размера. Погрешность закрепления можно уменьшить, применяя в сборочных приспособлениях зажимные устройства с постоянной силой закрепления (пневматические, гидравлические и др.). Погрешность закрепления нередко сопоставима с погрешностью базирования и её необходимо учитывать при точной сборке. Так как в процессе сборки в приспособлении закрепляют обе объединяемые детали (базовую и присоединяемую), то общая погрешность закрепления определяется суммированием составляющих погрешностей закрепления обеих деталей как случайных величин:
 .
.
Погрешность положения изделия в приспособлении вызывается неточностью сборочного приспособления. Она определяется ошибками изготовления приспособления  и износом его установочных элементов . При монтаже сборочного приспособления на сборочной машине необходимо учитывать ошибки его установки и фиксации
и износом его установочных элементов . При монтаже сборочного приспособления на сборочной машине необходимо учитывать ошибки его установки и фиксации  .
.
При изготовлении приспособлений допустимая погрешность определяется в зависимости от требуемой точности сборки и находится в пределах 0, 01...0, 03. Величину износа установочных элементов регламентируют в пределах 0, 01...0, 02 мм. Величину учитывают в серийном производстве при периодической смене приспособлений на сборочном оборудовании (машинах, полуавтоматах и т.д.) и принимают в пределах 0, 01 мм.
При работе в серийном производстве
 ,
,
где t – коэффициент, который определяется в зависимости от процента риска получения брака (при рекомендуемом проценте риска 0, 27 % коэффициент t=3);  и – коэффициенты, зависящие от кривой распределения составляющих погрешностей и (рекомендуется принимать = 1/3 для кривой равной вероятности и = 1/9 для кривой Гаусса).
и – коэффициенты, зависящие от кривой распределения составляющих погрешностей и (рекомендуется принимать = 1/3 для кривой равной вероятности и = 1/9 для кривой Гаусса).
С учётом рекомендаций имеем
 .
.
В приведённой формуле составляющую рассматривают как постоянную погрешность.
При использовании сборочного приспособления в массовом производстве, когда каждая операция закреплена за конкретным рабочим местом составляющие = 0 и  =0, т.к. могут быть учтены поднастройкой.
=0, т.к. могут быть учтены поднастройкой.
Поэтому:
 .
.
В случае использования многоместного приспособления определяется по формуле:
 .
.
При использовании приспособлений – спутников на сборочной автоматической линии:
 .
.
Погрешность установки определяется как случайная величина в виде суммарного поля рассеяния выполняемого при сборке размера, Т.Е.
Анализ составляющих позволяет обосновать схему приспособления и сформировать технические условия на его изготовление. Погрешность установки необходимо знать не только для расчёта погрешностей сборки, но и для выявления условий собираемости изделий при их механизированной и автоматизированной сборке.