Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Прогноз травматизма до 2016 года
|
|
Определим кривую. При этом надо помнить, что отдавать предпочтение той или иной модели тренда необходимо на основании глубокого качественного анализа изучаемого явления.
Для ПСП-1 (см. табл. 6) распределение травматизма по годам и его прогноз на 5 лет наилучшим образом аппроксимируется кривой вида:
 , (15)
, (15)
Где А = 13694, 87; В = 14200, 39; С = –22239, 77,
 — теоретическое число (см. табл. 8);
— теоретическое число (см. табл. 8);
p и q — коэффициенты перемасштабирования оси (автоматическое);
x — год, в котором определяется число травм.
Таблица 9. Вспомогательная таблица для расчета тренда
| Годы | Число несчастных случаев,

| t | 
| 
| 
|
| -5 | 1, 6429 | 0, 3571 | 0, 128 | ||
| -4 | 1, 5571 | -0, 5571 | 0, 310 | ||
| -3 | 1, 5429 | -0, 5429 | 0, 295 | ||
| -2 | 1, 6 | 1, 4 | 1, 96 | ||
| -1 | 1, 7286 | -0, 7286 | 0, 530 | ||
| 1, 9286 | 0, 0714 | 0, 0051 | |||
| +1 | 2, 2 | ||||
| +2 | 2, 5429 | ||||
| +3 | 2, 9571 | ||||
| +4 | 3, 4429 | ||||
| +5 | |||||
| S | 25, 143 | 3, 228 |
Аппроксимированная кривая имеет вид
 .
.
Для расчета  и V используем соответствующие формулы (13) и (14).
и V используем соответствующие формулы (13) и (14).
 ;
;
 =14, 7%.
=14, 7%.
Значение коэффициента вариации V говорит о том, что аппроксимированная кривая несколько более точно воспроизводит фактические значения числа несчастных случаев, чем прямая линия.
В табл. 10 дана сравнительная характеристика рассмотренных трендов. Как видно из нее, наилучшим образом требованию наименьших квадратов отвечает уравнение кривой.
Таблица 10. Сравнительная характеристика уравнений тренда
производственного травматизма
| №п/п | Вид уравнения тренда | Уравнение тренда производственного травматизма | 
| (случаев)
| V, % |
| Прямая линия | 
| 2, 514 | 0, 79 | 46, 6 | |
| Кривая | 
| 3, 228 | 2, 5 | 14, 7 |
ПРОГНОЗ ЧИСЛА НЕСЧАСТНЫХ СЛУЧАЕВ на основе других кривых выравнивания осуществляется аналогично.
При составлении прогноза используют интервальную оценку, определяя для этого доверительные границы (интервалы) прогноза.
Величины доверительных интервалов определяются по формуле
 , (16)
, (16)
где  — теоретические уровни, рассчитанные по уравнению тренда;
— теоретические уровни, рассчитанные по уравнению тренда;
t — здесь критерий Стьюдента;
— среднеквадратическое отклонение от тренда.
Величина определяется по формуле (13) и для уравнения аппроксимированной кривой составляет 1, 94 случая. Значение t =1, 96 соответствует вероятности Р = 0, 95 (для вероятности Р = 0, 99, t = 2, 58).
Определим доверительные интервалы прогноза по формуле (16). Для этого используем теоретические значения травматизма по кривой (15) до 2016 г. и фактические данные травматизма
 .
.
Фактические данные, линейная тенденция, рассчитанная по уравнению прямой линии и прогноз по уравнению (15), представлены на рис. 4.
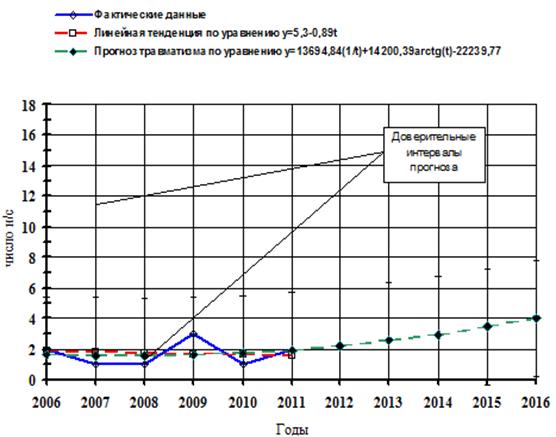
Рис. 4. Фактические данные, линейная тенденция, рассчитаннаяпо уравнению прямой линии и его прогноз до 2016 г.
Пример вывода
В расчетной работе на тему «Оценка риска рабочего места. Анализ и прогноз производственного травматизма» проведена оценка рабочего места на МСЦ-7 где установлено, что общий риск составил 8, 425 – умеренный риск, что предполагаетприменение защитных мер в отношении уменьшения опасных и вредных производственных факторов в прессово-сварочном цехе.
При изучении производственного травматизма с помощью статистического метода были рассчитаны показатели частоты и тяжести. Расчет показателя тяжести определил, что в 2009 году произошедшие 3 несчастных случая носили тяжелый характер, а в 2008 году произошел 1 несчастный случай не вызвал у работающих тяжелойтравмы. Расчет показателя частоты определил, что по отношению к средней численности работающих наиболее часто несчастные случаи происходили в 2009 году.
В работе было проведено распределение несчастных случаев по характеристикам: возраст, стаж, локальность, диагноз, профессия, причина, смена, пол и виды работ. Статистический и графический анализ распределения несчастных случаев приведен после табл. 7.
В качестве обобщающей характеристики травматизма была приведена ДИНАМИКА НЕСЧАСТНЫХ случаев на МСЦ-7, где рассчитывалось среднее число несчастных случаев, средний абсолютный прирост (снижения), среднегодовой темп роста (снижения). Расчет показателей динамики установил, что произошедшие несчастные случаи с 2006 года по 2011 год имеет тенденцию повышения.
В работе была рассчитана линейная тенденция, с помощью уравнения прямой линии, и аналитическая кривая. На основании рассчитанных таблиц 8 и 9 были определены координаты прямой и кривой линий (рис. 4).
Дана сравнительная характеристика уравнений тренда производственного травматизма, которая показывает, что кривая линия более точно воспроизводит фактические значения числа несчастных случаев в период с 2006 года по 2011 год, чем прямая линия. Также были рассчитаны среднеквадратическое отклонение фактических уровней ряда от уровней, вычисленных по уравнению тренда, коэффициент вариации для прямой и кривой линий и доверительный интервал к кривой линии, который составил ±3, 8.
Рассчитанный прогноз травматизма до 2016 года на МСЦ-7 показал, что несчастные случаи в цехе значительноповышаются и в 2016 году составят около4 н/с.
К причинам травматизма относится низкий уровень производственной дисциплины, что является следствием нарушения технологических регламентов и инструкций, а также неблагоприятные условия труда работающих цеха.
литература
Литература:
1. Донцов С.П., Новое направление в профилактике травматизма, Справочник специалиста по охране труда, 2004, № 9. – 13-19 с.
2. Краснов А.Л., Методика анализа травматизма в промышленности строительных материалов. – Москва: Стройиздат, 1981. – 160 с.
1. ГОСТ 12.0.010. Система стандартов безопасности труда. Системы управления охраной труда. Определение опасностей и оценка рисков.
2. Безопасность жизнедеятельности. Белов С.В., Ильницкая А.В., Козьяков А.Ф. и др. 7-е изд., стер. — М.: Высшая школа, 2007. – 616 с.
3.Четыркин Е.М. Статистические методы прогнозирования. — М.: Статистика, 1977. – 198 с.
4. Кильдишев Г.С. Статистический анализ динамических рядов. — М.: Статистика, 1974.
5. Р 2.2.1766-03. Руководство по оценке профессионального риска для здоровья работников. Организационно-методические основы, принципы и критерии оценки. М.: Минздрав России, 2004.
6. Безопасность жизнедеятельности. Безопасность технологических процессов и производств. Охрана труда / П.П. Кукин, В.Л. Лапин, Н.Л. Пономарев, Н.И. Сердюк. — М.: Высшая школа, 2007.
7. ВасинС.М., Шутов В.С. Управление рисками на предприятии / Изд-во: КноРус, 2010.
8. ФедосееваР.Н., Крюкова О.Г. Управление рисками промышленного предприятия. Опыт и рекомендации / Изд-во: Экономика, 2008.
приложение ( ИСХОДНЫЕ ДАННЫЕ)
Варианты для выполнения контрольной работы
| №ВАРИАНТА | Цех * | 2006 г. | 2007 г. | 2008 г. | 2009 г. | 2010 г. | 2011 г. | ||||||||||||
| Численностьработающих / в т. ч. жен. | Кол-во н/с / в т. ч. жен. | Кол-во дней нетрудоспособности / в т. ч. жен. | Численностьработающих / в т. ч. жен. | Кол-во н/с / в т. ч. жен. | Кол-во дней нетрудоспособности / в т. ч. жен. | Численностьработающих / в т. ч. жен. | Кол-во н/с / в т. ч. жен. | Кол-во дней нетрудоспособности / в т. ч. жен. | Численностьработающих / в т. ч. жен. | Кол-во н/с / в т. ч. жен. | Кол-во дней нетрудоспособности / в т. ч. жен. | Численностьработающих / в т. ч. жен. | Кол-во н/с / в т. ч. жен. | Кол-во дней нетрудоспособности / в т. ч. жен. | Численностьработающих / в т. ч. жен. | Кол-во н/с / в т. ч. жен. | Кол-во дней нетрудоспособности / в т. ч. жен. | ||
| ПСП-1 | 1001/560 | 10/— | 190/— | 987/412 | 4/— | 46/— | 760/230 | 6/1 | 32/15 | 999/ | 5/— | 160/— | 942/393 | 2/1 | 75/23 | 665/326 | 2/— | 66/— | |
| РЗЦ | 432/156 | 6/2 | 119/32 | 476/215 | 3/— | 76/— | 400/197 | 5/1 | 90/32 | 391/162 | 1/— | 32/— | 338/130 | 2/1 | 62/3 | 298/123 | 7/2 | 123/31 | |
| ПСП-3 | 405/ | 6/1 | 120/75 | 381/160 | 3/— | 48/— | 291/106 | 4/1 | 78/16 | 325/128 | 5/2 | 43/— | 286/118 | 4/1 | 62/27 | 307/116 | 5/2 | 115/87 | |
| ЦО | 1954/850 | 17/4 | 455/219 | 1806/799 | 10/2 | 156/26 | 771/351 | 7/2 | 95/58 | 611/295 | 6/— | 71/— | 422/206 | 5/1 | 80/11 | 412/202 | 3/1 | 78/6 | |
| МСК-1 | 1105/526 | 7/2 | 139/61 | 738/346 | 4/1 | 87/29 | 256/111 | 5/1 | 114/14 | 457/187 | 3/1 | 71/25 | 408/163 | 4/1 | 155/72 | 373/152 | 3/— | 134/— | |
| МСК-2 | 819/ | 4/1 | 48/12 | 560/280 | 2/— | 18/— | 187/62 | 1/— | 22/— | 256/89 | 6/— | 114/36 | 189/63 | 2/— | 15/— | 238/79 | 5/— | 89/— | |
| ЦГТ | 523/99 | 5/— | 57/— | 268/84 | 2/1 | 24/12 | 96/46 | 3/— | 37/— | 156/71 | 1/— | 75/30 | 108/45 | 2/1 | 110/55 | 125/45 | 3/— | 44/— | |
| МСЦ-7 | 443/95 | 2/1 | 31/15 | 166/76 | 1/— | 8/— | 89/35 | 1/— | 22/— | 158/60 | 3/— | 51/— | 133/44 | 1/1 | 12/12 | 130/47 | 2/2 | 28/28 | |
| ССЦ | 396/ | 1/— | 95/— | 252/121 | 3/— | 57/— | 74/35 | 1/— | 15/— | 123/55 | 1/— | 47/— | 105/39 | 2/— | 27/— | 118/ | 3/1 | 48/12 | |
| ДОЦ | 707/ | 3/1 | 121/68 | 695/ | 6/2 | 84/24 | 392/ | 4/2 | 26/12 | 301/ | 2/— | 51/17 | 212/ | 4/— | 56/— | 188/ | 4/2 | 179/95 | |
| СП | 1835/ | 10/7 | 642/ | 1694/618 | 13/5 | 336/18 | 1400/ | 18/7 | 242/ | 1078/322 | 15/7 | 184/147 | 753/246 | 16/2 | 220/103 | 1009/361 | 18/3 | 181/41 | |
| КК | 533/ | 4/— | 99/— | 523/ | 5/— | 78/— | 423/ | 2/— | 8/— | 346/ | 3/— | 35/— | 274/ | 2/1 | 187/99 | 206/ | 8/— | 52/— | |
| ЦТО | 440/ | 5/1 | 249/20 | 445/ | 3/1 | 227/8 | 591/ | 1/1 | 24/24 | 673/ | 2/— | 49/— | 543/ | 4/— | 157/— | 617/ | 6/2 | 102/32 | |
| РМЦ | 891/ | 6/2 | 88/23 | 714/ | 7/— | 31/— | 654/ | 4/2 | 161/ | 206/ | 3/— | 60/— | 184/ | 3/— | 80/— | 130/ | 3/1 | 109/20 | |
| РСЦ | 663/ | 5/1 | 173/9 | 443/ | 1/— | 34/— | 381/ | 3/2 | 12/6 | 207/ | 1/— | 14/— | 145/6 | 1/1 | 13/13 | 103/ | 0/— | —/— | |
| ЭРЦ | 435/ | 6/— | 201/— | 300/ | 5/— | 23/— | 254/ | 2/— | 38/— | 176/ | 2/1 | 40/18 | 156/ | 0/— | —/— | 115/ | 1/— | 20/— | |
| АЦ | 789/ | 15/— | 179/— | 607/ | 13/— | 83/— | 518/ | 6/1 | 68/2 | 487/ | 18/— | 60/— | 451/ | 5/2 | 24/16 | 502/ | 10/3 | 139/75 | |
| ЦСЧ | 612/ | 1/— | 23/— | 404/ | 1/— | 22/— | 314/ | 2/— | 38/— | 287/ | 3/— | 17/— | 507/ | 2/— | 92/— | 351/ | 4/— | 24/— | |
| ЦС | 54/13 | 1/— | 6/— | 78/32 | 1/— | 12/— | 89/41 | 1/— | 24/— | 174/ | 3/— | 18/— | 263/ | 1/— | 14/— | 396/ | 2/— | 176/— | |
| ПРЦ | 385/ | 3/1 | 57/19 | 304/ | 1/— | 18/3 | 210/ | 3/— | 48/— | 137/57 | 1/1 | 23/23 | 101/48 | 2/— | 26/— | 98/46 | 1/1 | 15/15 | |
| ЗЦ | 456/ | 7/— | 125/— | 345/ | 10/— | 64/— | 300/ | 3/1 | 16/16 | 152/ | 2/— | 48/— | 123/ | 6/— | 8/— | 82/28 | 4/— | 27/— | |
| ПРЦ-2 | 206/ | 3/1 | 74/23 | 68/33 | 1/— | 13/— | 32/15 | 2/— | 12/— | 8/3 | 1/— | 21/— | 11/7 | 1/1 | 5/5 | 14/9 | 1/— | 8/— | |
| ЖБЦ | 605/ | 5/2 | 99/23 | 374/ | 2/1 | 68/34 | 296/ | 3/1 | 94/22 | 212/ | 2/— | 76/— | 236/ | 3/— | 36/— | 195/ | 1/— | 45/— | |
| МСЦ-4 | 2580/ | 23/3 | 630/ | 2465/960 | 13/— | 609/— | 2175/ | 11/3 | 323/ | 2005/ | 9/3 | 486/ | 1839/ | 5/— | 244/27 | 1348/ | 3/— | 132/— | |
| ЦРО | 4980/ | 6/6 | 77/77 | 4124/ | 4/1 | 59/59 | 1759/ 1353 | 5/1 | 24/1 | 851/ | 1/1 | 24/24 | 400/ | 5/— | 52/— | 379/ | 3/1 | 16/2 | |
| МСЦ-8 | 502/ | 4/— | 86/— | 354/ | 2/— | 68/— | 244/ | 5/— | 35/— | 180/ | 1/— | 28/— | 206/ | 2/— | 68/— | 160/ | 1/1 | 22/22 | |
| ЗЦ-2 | 28/8 | 3/1 | 36/10 | 27/6 | 2/- | 12/- | 25/6 | 4/1 | 45/12 | 29/7 | 2/- | 22/- | 29/8 | 5/3 | 58/34 | 28/6 | 2/1 | 24/10 | |
| ЗЦ-3 | 16/5 | 2/- | 23/- | 18/6 | 3/1 | 28/8 | 17/5 | 2/1 | 19/8 | 21/6 | 1/- | 14/- | 20/7 | 3/2 | 36/14 | 19/6 | 3/- | 48/- | |
| РЦ-1 | 148/26 | 12/2 | 164/22 | 154/25 | 9/- | 110/- | 161/21 | 7/- | 89/- | 159/19 | 8/2 | 98/24 | 160/19 | 3/- | 36/- | 156/12 | 4/- | 56/- | |
| РЦ-2 | 112/8 | 9/2 | 124/18 | 121/ 7 | 7/1 | 96/12 | 118/10 | 6/- | 74/- | 114/9 | 4/- | 48/- | 109/9 | 3/- | 38/- | 98/6 | 1/- | 21/- | |
| ЦМС-1 | 76/5 | 5/2 | 61/18 | 78/5 | 6/1 | 87/10 | 83/6 | 6/- | 78/- | 81/6 | 4/1 | 56/10 | 79/5 | 3/- | 36/- | 80/5 | 2/- | 28/- | |
| ЦМС-2 | 52/6 | 4/1 | 49/8 | 54/6 | 3/- | 36/- | 53/5 | 3/1 | 32/6 | 50/5 | 2/- | 28/- | 51/6 | 4/1 | 48/8 | 49/5 | 2/- | 34/- | |
| СЛЦ-1 | 78/5 | 9/1 | 146/12 | 77/5 | 12/2 | 164/26 | 81/6 | 11/- | 148/- | 80/6 | 14/3 | 186/36 | 76/5 | 8/- | 98/- | 75/5 | 10/- | 126/- | |
| ЧЛЦ-1 | 92/6 | 13/- | 198/- | 103/7 | 11/2 | 146/32 | 101/6 | 9/1 | 136/24 | 98/6 | 10/- | 124/- | 90/5 | 8/- | 98/- | 88/6 | 5/- | 86/- | |
| ШЦ-1 | 67/5 | 8/3 | 168/99 | 69/5 | 9/1 | 189/32 | 71/6 | 7/- | 148/- | 70/6 | 11/2 | 198/36 | 68/5 | 7/1 | 110/12 | 65/5 | 5/- | 86/- | |
| КЦ-1 | 62/4 | 7/1 | 164/8 | 63/5 | 9/- | 189/- | 65/5 | 11/- | 226/- | 64/5 | 8/- | 168/- | 60/5 | 7/- | 134/- | 58/4 | 5/- | 98/- | |
| ОЦ-1 | 88/12 | 15/4 | 267/86 | 89/16 | 16/2 | 248/26 | 87/16 | 12/3 | 248/36 | 85/13 | 13/- | 262/- | 81/10 | 8/2 | 136/24 | 78/9 | 5/- | 85/- | |
| ОЦ-2 | 46/24 | 6/3 | 86/36 | 48/23 | 6/1 | 76/12 | 51/26 | 7/2 | 131/32 | 49/22 | 5/1 | 110/15 | 46/23 | 5/2 | 98/11 | 44/18 | 3/- | 69/- | |
| МЦ | 148/36 | 22/6 | 348/86 | 152/37 | 26/8 | 386/128 | 154/36 | 23/7 | 286/130 | 150/32 | 18/4 | 246/64 | 149/29 | 14/5 | 286/65 | 143/23 | 9/- | 189/- | |
| ТЦ-1 | 32/4 | 8/2 | 126/24 | 34/4 | 7/- | 134/- | 33/4 | 7/1 | 128/12 | 30/3 | 6/- | 126/- | 29/3 | 5/- | 110/- | 24/2 | 3/- | 99/- | |
| ТЦ-2 | 21/3 | 4/- | 64/- | 23/3 | 5/- | 112/- | 25/3 | 6/1 | 124/12 | 22/3 | 5/- | 98/- | 20/3 | 3/- | 76/- | 18/3 | 2/- | 32/- | |
| ГЦ-1 | 18/6 | 4/2 | 64/24 | 19/6 | 5/1 | 68/12 | 21/8 | 5/- | 96/- | 20/8 | 4/2 | 86/32 | 18/6 | 3/- | 46/- | 16/6 | 2/- | 32/- | |
| ГЦ-2 | 19/4 | 7/3 | 136/38 | 21/6 | 6/2 | 132/24 | 20/6 | 6/3 | 126/36 | 18/4 | 4/- | 86/- | 18/4 | 3/1 | 68/16 | 16/2 | 1/- | 32/- | |
| СЦ-1 | 186/64 | 11/7 | 138/96 | 198/72 | 14/5 | 210/115 | 201/76 | 13/6 | 226/112 | 191/69 | 12/4 | 268/86 | 187/65 | 9/5 | 138/85 | 181/59 | 6/- | 99/- | |
| СЦ-2 | 167/54 | 10/5 | 156/85 | 167/53 | 8/3 | 178/46 | 171/58 | 9/4 | 196/132 | 169/52 | 7/2 | 167/24 | 164/52 | 6/3 | 132/48 | 161/43 | 4/- | 86/- | |
| ЦКС-1 | 121/64 | 8/6 | 96/72 | 121/64 | 9/4 | 154/56 | 123/63 | 9/5 | 132/65 | 119/61 | 7/4 | 136/64 | 120/60 | 6/3 | 79/54 | 117/58 | 4/- | 64/- | |
| ЦКС-2 | 96/43 | 7/5 | 98/65 | 98/43 | 6/3 | 112/46 | 98/45 | 12/6 | 186/98 | 97/44 | 10/4 | 136/68 | 96/45 | 8/2 | 148/24 | 95/42 | 6/- | 112/- | |
| ЦДВ-1 | 48/22 | 5/3 | 65/43 | 48/24 | 6/2 | 126/24 | 47/23 | 5/2 | 85/26 | 46/23 | 4/1 | 89/12 | 47/24 | 7/3 | 168/49 | 44/21 | 3/- | 62/- | |
| ЦДВ-2 | 36/16 | 4/1 | 64/12 | 38/17 | 5, 2 | 65/26 | 37/15 | 4/- | 56/- | 36/17 | 6/3 | 98/48 | 35/13 | 3/- | 56/- | 33/13 | 1/- | 21/- | |
| ЦР-1 | 28/12 | 3/1 | 48/10 | 29/12 | 4/2 | 98/26 | 28/13 | 4/- | 64/- | 27/12 | 3/- | 49/- | 26/11 | 3/1 | 46/10 | 26/12 | 1/- | 24/- | |
| ЦР-2 | 19/9 | 2/1 | 32/12 | 20/9 | 3/1 | 46/12 | 19/10 | 1/- | 24/- | 19/10 | -/- | -/- | 18/9 | 1/- | 34/- | 18/8 | 2/- | 28/- | |
| ЕЦ-1 | 22/12 | 2/1 | 28/10 | 23/12 | 3/1 | 46/12 | 21/11 | 3/- | 43/- | 22/11 | 2/- | 48/- | 20/12 | 2/1 | 24/10 | 20/11 | 1/- | 16/- | |
| ЕЦ-2 | 19/7 | 2/- | 24/- | 19/7 | 3/1 | 36/10 | 20/7 | 3/- | 48/- | 20/7 | 2/- | 48/- | 18/6 | 1/- | 36/- | 16/6 | -/- | -/- | |
| ІЦ-1 | 78/8 | 4/1 | 48/10 | 80/8 | 5/2 | 98/24 | 79/8 | 4/- | 64/- | 79/8 | 6/1 | 96/16 | 78/8 | 3/- | 56/- | 72/7 | 2/- | 26/- | |
| ІЦ-2 | 43/6 | 3/- | 46/- | 45/6 | 5/2 | 95/25 | 45/6 | 4/- | 68/- | 44/6 | 3/- | 48/- | 41/6 | 2/- | 32/- | 39/5 | 1/- | 16/- | |
| ЦГ-1 | 39/5 | 5/1 | 65/12 | 40/5 | 4/1 | 64/10 | 39/6 | 4/- | 69/- | 38/6 | 3/- | 66/- | 38/6 | 2/- | 36/- | 34/5 | 1/- | 24/- | |
| ЦГ-2 | 41/5 | 6/2 | 98/24 | 41/6 | 7/1 | 101/24 | 43/6 | 6/1 | 72/- | 42/5 | 5/- | 78/- | 39/5 | 4/1 | 64/12 | 35/4 | 2/- | 48/- | |
| ТрЦ-1 | 25/6 | 4/1 | 64/12 | 26/6 | 4/- | 88/- | 25/5 | 5/- | 121/- | 25/6 | 4/- | 96/- | 24/5 | 3/- | 72/- | 24/5 | 1/- | 36/- | |
| ТрЦ-2 | 31/6 | 7/2 | 198/48 | 32/6 | 5/3 | 187/98 | 32/6 | 6/1 | 210/36 | 31/5 | 5/- | 198/- | 30/5 | 4/1 | 112/32 | 28/5 | 2/- | 68/- | |
| ЦПВС-1 | 136/68 | 15/7 | 486/198 | 138/71 | 18/5 | 540/201 | 138/70 | 16/3 | 498/110 | 137/69 | 13/5 | 310/248 | 135/68 | 9/2 | 365/54 | 126/54 | 6/4 | 246/128 | |
| ЦПВС-2 | 96/45 | 9/4 | 272/134 | 97/44 | 11/5 | 364/186 | 97/45 | 10/3 | 298/110 | 95/43 | 8/3 | 268/98 | 93/43 | 6/2 | 210/64 | 89/39 | 4/- | 168/- | |
| ЦТШВ-1 | 128/67 | 13/7 | 278/168 | 128/67 | 14/6 | 296/98 | 131/69 | 12/4 | 276/110 | 130/68 | 10/6 | 236/146 | 130/68 | 8/3 | 178/79 | 126/61 | 5/1 | 168/32 | |
| ЦТШВ-2 | 78/36 | 8/4 | 198/96 | 80/36 | 9/6 | 210/168 | 80/35 | 7/3 | 165/66 | 79/34 | 5/2 | 215/36 | 79/34 | 4/- | 112/- | 74/31 | 3/- | 78/- | |
| ТаЦ-1 | 54/21 | 7/3 | 167/96 | 56/23 | 8/2 | 189/36 | 56/23 | 6/1 | 146/34 | 55/24 | 5/- | 156/- | 54/22 | 4/1 | 132/26 | 49/19 | 2/- | 68/- | |
| ТаЦ-2 | 36/24 | 5/2 | 148/48 | 38/24 | 6/3 | 198/96 | 38/25 | 5/3 | 176/112 | 37/23 | 7/3 | 239/98 | 35/22 | 4/1 | 147/36 | 31/22 | 2/- | 78/- | |
| ЦПОМ-1 | 168/46 | 17/6 | 567/264 | 171/53 | 15/7 | 534/268 | 171/54 | 16/4 | 498/169 | 169/53 | 12/5 | 386/175 | 170/53 | 9/4 | 310/135 | 162/49 | 4/- | 118/- | |
| ЦПОМ-2 | 126/34 | 9/4 | 286/148 | 130/35 | 11/3 | 348/98 | 129/34 | 8/2 | 178/36 | 131/35 | 7/2 | 232/48 | 127/32 | 5/1 | 148/32 | 122/29 | 2/- | 96/- | |
| СЦ-3 | 136/69 | 11/4 | 389/146 | 138/68 | 13/6 | 438/198 | 138/67 | 10/3 | 347/110 | 137/67 | 9/3 | 289/136 | 137/68 | 7/2 | 268/89 | 131/62 | 3/- | 147/- | |
| СЦ-4 | 78/35 | 7/3 | 236/121 | 81/38 | 9/4 | 364/168 | 81/38 | 8/3 | 298/134 | 79/36 | 6/2 | 245/97 | 77/32 | 5/1 | 210/36 | 72/29 | 3/- | 146/- | |
| МаЦ-1 | 89/45 | 6/4 | 224/136 | 91/48 | 7/4 | 288/166 | 91/54 | 6/5 | 248/196 | 89/52 | 4/3 | 158/126 | 84/48 | 3/2 | 146/94 | 81/46 | 2/- | 68/- | |
| МаЦ-2 | 57/38 | 4/3 | 145/122 | 59/37 | 5/2 | 189/67 | 59/39 | 4/4 | 145/145 | 58/37 | 3/2 | 136/68 | 56/36 | 2/2 | 98/98 | 52/34 | 1/1 | 45/45 | |
| БРЦ-1 | 48/12 | 6/2 | 198/76 | 51/13 | 6/3 | 210/121 | 51/14 | 5/1 | 196/36 | 49/11 | 3/- | 126/- | 48/10 | 4/1 | 146/45 | 46/8 | 2/- | 98/- | |
| БРЦ-2 | 39/6 | 4/- | 121/- | 41/8 | 5/1 | 146/32 | 41/8 | 4/2 | 146/64 | 40/6 | 6/3 | 248/132 | 39/6 | 3/- | 123/- | 37/5 | 1/- | 46/- | |
| ЦВЗТ-1 | 44/13 | 7/2 | 245/46 | 46/12 | 6/3 | 198/123 | 45/12 | 6/1 | 186/34 | 45/12 | 4/- | 168/- | 43/10 | 5/- | 189/- | 43/9 | 3/1 | 121/36 | |
| ЦВЗТ-2 | 32/8 | 5/2 | 189/86 | 32/7 | 6/2 | 198/68 | 34/8 | 3/- | 132/- | 34/8 | 5/2 | 196/76 | 33/7 | 4/1 | 156/34 | 29/5 | 1/- | 48/- | |
| СЛЦ-2 | 129/18 | 21/3 | 865/136 | 129/19 | 23/4 | 989/158 | 131/17 | 22/1 | 749/44 | 130/16 | 19/- | 695/- | 126/14 | 16/- | 658/- | 119/11 | 12/- | 464/- | |
| ЧЛЦ-2 | 147/14 | 28/3 | 1112/146 | 149/16 | 32/2 | 1398/86 | 149/16 | 36/3 | 1686/144 | 148/15 | 29/- | 1245/- | 139/13 | 22/- | 1057/- | 128/13 | 16/1 | 743/36 | |
| ШЦ-2 | 98/9 | 17/2 | 673/48 | 101/12 | 21/4 | 898/232 | 101/12 | 13/- | 572/- | 99/11 | 19/2 | 864/68 | 96/10 | 16/- | 624/- | 89/9 | 9/- | 375/- | |
| КЦ-2 | 83/9 | 19/- | 868/- | 86/9 | 23/1 | 989/36 | 86/9 | 22/- | 753/- | 84/8 | 26/2 | 1042/48 | 81/8 | 18/- | 682/- | 75/6 | 11/- | 365/- | |
| МЦ-2 | 365/76 | 23/9 | 736/289 | 368/78 | 21/7 | 665/246 | 368/76 | 18/6 | 466/168 | 367/74 | 14/5 | 432/146 | 362/71 | 9/3 | 298/86 | 357/69 | 5/2 | 189/68 |
* ПСП-1 — прессово-сварочное производство №1;
РЗЦ — ремонтно-заготовительный цех;
ПСП-3 — прессово-сварочное производство №3;
ЦО — цех окраски;
МСК-1 —механосборочный корпус №1;
МСК-2 — механосборочный корпус №2;
ЦГТ — цех гибких технологий (лазерная обработка металлов)
МСЦ-7 — механосборочный цех №7;
ССЦ — слесарно-сварочный цех;
ДОЦ — деревообрабатывающий цех;
СП — сварочное производство;
КК — корпус кабин;
ЦТО — цех термической обработки;
РМЦ — ремонтно-механический цех;
РСЦ — ремонтно-сборочный цех;
ЭРЦ — электроремонтный цех;
АЦ — аккумуляторный цех;
ЦСЧ — цех серого чугуна;
ЦС — цех связи;
ПРЦ — прессово-раскройный цех;
ЗЦ-1 — заготовительный цех №1;
ПРЦ-2 — прессово-раскройный цех №2;
ЖБЦ — железобетонный цех;
МСЦ-4 — механосборочный цех №4;
ЦРО — цех ремонта оборудования;
МСЦ-8 — механосборочный цех №8;
ЗЦ-2 – заготівельний цех №2;
ЗЦ-3 – заготівельний цех №3;
РЦ-1 – розкрійний цех №1;
РЦ-2 – розкрійний цех №2;
ЦМС-1 – цех малих серій №1;
ЦМС-2 – цех малих серій №2;
СЛЦ-1 – сталево-ливарний цех №1;
ЧЛЦ-1 – чугунко-ливарний цех №1;
ШЦ-1 – штампувальний цех №1;
КЦ-1 – кувальний цех №1;
ОЦ-1 – обробний цех №1;
ОЦ-2 – обробний цех №2;
МЦ – механічний цех №2;
ТЦ-1 – термічний цех №1;
ТЦ-2 – термічний цех №2;
ГЦ-1 – гальванічний цех №1;
ГЦ-2 – гальванічний цех №2;
СЦ-1 – складальний цех №1;
СЦ-2 – складальний цех №2;
ЦКС-1 – цех кінцевого складання №1;
ЦКС-2 – цех кінцевого складання №2;
ЦДВ-1 – цех доведення та випробування №1;
ЦДВ-2 – цех доведення та випробування №2;
ЦР-1 – цех регенерації №1;
ЦР-2 – цех регенерації №2;
ЕЦ-1 – енергетичний цех №1;
ЕЦ-2 – енергетичний цех №2;
ІЦ-1 – інструментальний цех №1;
ІЦ-2 – інструментальний цех №2;
ЦГ-1 – цех гідравлики №1;
ЦГ-2 – цех гідравлики №2;
ТрЦ-1 – транспортний цех №1;
ТрЦ-2 – транспортний цех №2;
ЦПВС-1 – цех переробки виробничої сировини №1;
ЦПВС-2 – цех переробки виробничої сировини №2;
ЦТШВ-1 – цех товарів широкого вжитку №1;
ЦТШВ-2 – цех товарів широкого вжитку №2;
ТаЦ-1 – тарний цех №1;
ТаЦ-2 – тарний цех №2;
ЦПОМ-1 – цех підготовки основних матеріалів №1;
ЦПОМ-2 – цех підготовки основних матеріалів №2;
СЦ-3 – складальний цех №3;
СЦ-4 – складальний цех №4;
МаЦ-1 – малярний цех №1;
МаЦ-2 – малярний цех №2;
БРЦ-1 – будівельно-ремонтний цех №1;
БРЦ-2 – будівельно-ремонтний цех №2;
ЦВЗТ-1 – цех внутрішньозаводського транспорту №1;
ЦВЗТ-2 – цех внутрішньозаводського транспорту №2;
СЛЦ-2 – сталево-ливарний цех №2;
ЧЛЦ-2 – чугунко-ливарний цех №2;
ШЦ-2 – штампувальний цех №2;
КЦ-2 – кувальний цех №2;
МЦ-2 – механічний цех №2.