Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Приняв , можно решить и обратную задачу – определить объем резервуара V1: .
|
|
D. – Магнитный привод ЗУ – имеет постоянные магниты; изолированные немагнитными прокладками. Магнитный поток замыкается через корпус, крышку и заготовку.
Материал магнитов: ферромагнитный сплав с высоким содержанием C, Cr, V à магнитные свойства сохраняются 2 года, затем à повторное намагничивание.
Марки сплавов: ЮНД8, ЮНДК15, ЮНДК246 и др. (ГОСТ 1779-72).
Сила закрепления: 
pуд – удельная сила, pуд =(0, 35…1, 0)МПа;
Fдет – площадь заготовки при ее контакте с приспособлением (мм2);
λ – поправочный коэффициент, λ =0, 9
Удерживающая сила Q больше у закаленных заготовок, чем у сырых


Эти ЗУ обеспечивают давление: pуд =150 
Применяются à при отделочных методах и при контроле.
Е. – Электромагнитное ЗУ – выполняют в виде плит, планшайб – для заготовок из черных металлов и сплавов.
 1-корпус, 2-крышка, 3-электромагнит,
1-корпус, 2-крышка, 3-электромагнит,
4-изоляция (баббит, эпоксипласт) t≤ 5мм,
5-заготовка, 6-электромагнит (сталь 10). Магнитный поток замыкается через заготовку, корпус и крышку.
Удерживающая сила Q возникает в местах контакта заготовки с полюсами и крышкой плиты.
 F -площадь опорной пов-ти заготовки.
F -площадь опорной пов-ти заготовки.
Стальные заготовки удерживаются лучше чугунных,
закаленные – лучше сырых.
Исходные данные для расчета – размеры и конфигурация заготовки в плане; Q.
Удерживающая сила Q определяется по самой невыгодной фазе обработки, когда возникает наибольший сдвигающий момент (или сила сдвига).
Сила сдвига заготовки:  ;
; 
f –коэффициент трения (f =0, 16…0, 18); к – коэффициент запаса;
F1-магнитная сила, препятствующая сдвигу заготовки относительно полюсов
Тогда:  Расчет носит поверочный характер, т.е.
Расчет носит поверочный характер, т.е. 
 1. Определяют число полюсов “n” плиты для установки данной заготовки. Полюса должны быть равномерно расположены под заготовкой. Обычно: m =0, 35…0, 45
1. Определяют число полюсов “n” плиты для установки данной заготовки. Полюса должны быть равномерно расположены под заготовкой. Обычно: m =0, 35…0, 45
 ;
;
2. Тогда удерживающая сила:  ,
,
где Впол / пл – магнитная индукция полюса (плиты) в теслах;
Fзаг / пол / изол – площади заготовки, полюсов и изоляции.
Полученное значение Qнеобх сравнивают Qпр при этом: 
3. Электротехнические расчеты: определение числа ампер-витков катушек, намагничивающей силы (I·ω); сечение обмотки, длину и сопротивление Rом; проверка на нагрев (tдоп≤ 35º).
Детали, обработанные на этих ЗУ, приобретают остаточный магнетизм, поэтому их надо размагничивать в переменном магнитном токе, плотность которого уменьшается с max-à до нуля. Детали пропускают через специальный соленоид, запитанный переменным током (50Гц), где они выполняют роль якоря электромагнита. Допускаемая степень намагниченности ≤ 1…3Гц.
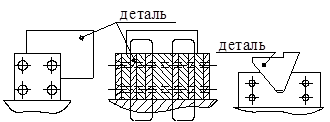 Наставки, расширяющие технологические возможности электромагнита ЗУ:
Наставки, расширяющие технологические возможности электромагнита ЗУ:
– удлинители полюсов. При использовании наставок удерживающая сила Q меньше, чем у плиты.
Преимущества ЗУ:
– немеханический способ крепления заготовок, Q=const;
– доступность обработки поверхностей;
– высокая жесткость: (8…10)∙ 104 Н/мм;
– возможность дистанционного управления.
Недостатки:
– есть риск открепления (при отключении электричества);
– остаточный магнетизм.