Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
G42 Коррекция на радиус инструмента ВПРАВО
|
|
Радиус и теоретическая вершина режущей кромки
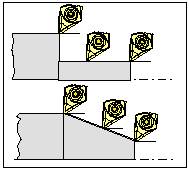
Резание параллельно и наклонно к осям
При измерении инструментов, вершина резца измеряется только в дух точках (тангенциально оси X и Z).
Т.о. коррекция на размер инструмента описывает только теоретическую вершину резца.
Данная точка проводится по запрограммированной траектории.
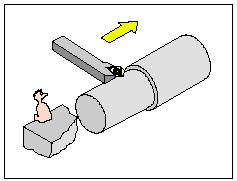
При перемещении по направлению оси (продольная или торцевая обработка) тангенциальные точки на вершине резца выполняют резание.
На детали нет погрешностей размерности.
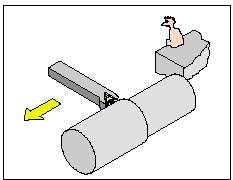
При одновременном перемещении по обеим осям (конус, закругление) позиция теоретической вершины резца не соответствует позиции реальной вершины резца.
На детали присутствуют погрешности размерности.
Максимальная погрешность контура при движениях 45° без коррекции на радиус резца: Радиус резца 0, 4 мм
0, 16 мм погрешность контура
0, 24 мм погрешность по оси X и Z.
При использовании коррекции на радиус резца система управления автоматически выполняет компенсацию этих погрешностей.
Определение G41 Коррекция на радиус инструмента влево
Определение G42 Коррекция на радиус инструмента вправо
G40 Коррекция на радиус инструмента ВЫКЛ
Коррекция на радиус инструмента отменяется при помощи G40.
Отмена возможна только в сочетании с прямолинейным движением (G00, G01).
G40 может быть запрограммирован в одном кадре с G00 или G01 или в предшествующем кадре.
G40 обычно программируется с отводом в точку смены инструмента.