Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Сущность процесса горячей объемной штамповки
|
|
При горячей объемной штамповке формообразование осуществляется принудительным перераспределением металла нагретой заготовки в штампе. Свободное течение металла ограничивается поверхностями полостей штампов. Этот процесс широко распространен в производстве, так как по сравнению со свободной ковкой он дает возможность получать штампованные поковки с более высокими механическими свойствами и в 3...4 раза меньшими допусками.
Точность размеров и качество поверхности штампованных поковок регламентируются ГОСТами. Так, точность поковок может соответствовать 8... 11-му квалитетам. Иногда их лишь шлифуют в местах сопряжения с другими деталями.
Заготовками для горячей штамповки служат изделия прокатного производства — профили квадратные, круглые и прямоугольные, с периодически повторяющимся профилем сечения. Для получения фасонных заготовок применяют специальные заготовительные операции (свободная ковка, предварительная штамповка).
Для горячей объемной штамповки создают дорогостоящие штампы, используемые для изготовления конкретных поковок. Штампы работают в чрезвычайно тяжелых условиях: подвергаются ударам, воздействию высоких температур и усиленному износу. Для их изготовления применяют специальные стали: 5ХНМ, 5ХГМ, 5ХНВ, ЗХ2В8Ф, 6ХВГ, 7X3 и др.
Различают два основных способа горячей штамповки: в открытых и закрытых штампах.
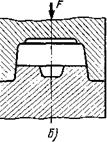
Рис. 15.4. Схемы штамповки: а — в открытых штампах; б — в закрытых штампах
Штамповкой в открытых штампах (рис. 15.4, а) получают поковки с облоем заусенцем по
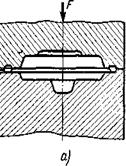 |  | ||
месту разъема штампа. В зазор А3, который закрывает выход основному металлу, вытекает часть металла, что обеспечивает полное заполнение полости штампа. Метод имеет недостатки: потери металла в заусенец, введение операций по обрезке заусенца, дополнительные энергетические затраты.
Штамповка в закрытых штампах (рис. 15.4, 6) называется еще безоблойной штамповкой. Этот способ получения поковок используется при равенстве объемов заготовки и полости штампа. Зазор между частями штампа небольшой и постоянный, отчего металл не образует заусенца. Формование в закрытых штампах обеспечивает экономию металла и переработку малопластичных материалов за счет всестороннего неравномерного сжатия.