Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Сушка кирпича-сырца
|
|
Сушкой называют удаление воды из влажного керамического полуфабриката или сырья испарением. Процесс сушки представляет собой превращение содержащейся воды из жидкого состояния в парообразное и последующее удаление ее в окружающую среду. При этом необходимым условием сушки является наличие внешнего источника тепла, нагревающего изделия.
Вода делится на физическую и химически связанную.
Физической называется та часть воды материала, которая не входит ни в какие соединения с ним. Физическая вода находится в изделии в жидком или парообразном состоянии и может быть удалена полностью при нагреве материала до 100-110°С. При этом керамическая масса становится непластичной, но с добавлением воды пластические свойства массы восстанавливаются.
Химически связанной водой называется вода, находящаяся в химическом соединении с отдельными элементами керамической массы. Удаление химически связанной воды происходит при более высоких температурах - от 500°С и выше. При этом керамическая масса безвозвратно теряет свои пластические свойства.
Кирпич – сырец сушат в камерной сушилке.
Кривые сушки полуфабриката
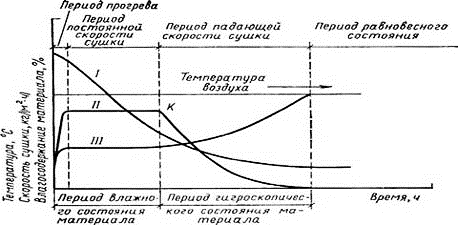
Рис.2.6.
I — влагоотдачи; II — скорости сушки; III — температуры материала; К — точка критической влажности.
Первый период сушки характеризуется ускоренным прогревом массы полуфабриката от начальной температуры до температуры насыщенного теплоносителя при данном его влагосодержании. Температура полуфабриката соответствует показаниям мокрого термометра, температура среды — показаниям сухого термометра психрометра. Влагосодержание полуфабриката изменяется еще незначительно. Относительно высокая пористость материала изделий, значительное количество сильно развитых макроскопических пор и наличие влаги, механически связанной частицами глинистых материалов и слабоудерживаемой в толстых гидратных оболочках глинистых частиц, обусловливают возможность интенсивной сушки в первый период, особенно после отдачи первых 3—5% общего количества имевшейся в изделиях влаги. К концу периода устанавливается равновесие между количеством теплоты идущим на нагрев массы полуфабриката и количеством, расходуемым на испарение влаги.
Второй период сушки характеризуется наличием на кривой скорости сушки (II) горизонтального участка, указывающего на то, что скорость сушки численно равна скорости испарения влаги с поверхности полуфабриката. Влагосодержание полуфабриката изменяется почти по прямой. Температура поверхности полуфабриката (кривая III) остается постоянной, так как основная масса теплоты расходуется на испарение влаги. Поверхность изделия остается смоченной влагой, поступающей из внутренних слоев. Постоянная скорость сушки сохраняется до тех пор, пока количество испаряющейся с поверхности изделия воды меньше или равно количеству воды, поступающему по капиллярам из внутренних слоев под действием диффузионно-осмотических и капиллярных сил.
Интенсивность сушки во втором периоде зависит уже не от скорости испарения влаги с поверхности изделия, а от скорости перемещения ее из внутренних слоев материала наружу. При этом влага перемещается в основном в виде пара и изделие теряет большую часть влаги скорость сушки резко падает что фиксируется изломом на кривой сушки в точке К, указывающим на окончание второго периода сушки. Влажность, соответствующая окончанию второго периода называется критической для данного материала и при данных параметрах теплоносителя. К концу второго периода влагосодержание поверхности материала выравнивается с его равновесным влагосодержанием фронт испарения влаги перемещается внутрь материала и начинается третий период сушки.
Третий период характеризуется падающей скоростью сушки и повышением температуры полуфабриката. Интенсивность влагоотдачи в этом периоде пропорциональна средней влажности материала в интервале от критической до конечной влажности. Разность между влажностью материала до сушки и влажностью, соответствующей равновесной, определяется количеством влаги удаляемой в процессе сушки. В третьем периоде сушки допускается значительное повышение температуры и скорости теплоносителя.
Сушку изделий прекращают при достижении конечной влажности Wкон которая меньше критической Wкр но больше или равна равновесной влажности Wp: Wкр> Wкон≥ Wp.
Изменение размеров полуфабриката в сушке характеризуют линейной или объемной усадкой, выраженной в процентах.
Усадка зависит от влажности заготовки и размера частиц твердой фазы. Линейная усадка в сушке заготовок пластического формования составляет 6-8%.
Величины критической влажности и усадки зависят от режима сушки. Наибольшую усадку имеют заготовки, высушенные в равновесных условиях. Чем выше температура и ниже влажность теплоносителя, тем меньше усадка. Рост градиента влажности в объеме заготовки увеличивает разницу между фактической и максимально возможной усадками. Эта разница (недопущенная усадка) вызывает появление механического напряжения. Если последнее превысит предел прочности материала, то в теле заготовки образуется трещина.
Причиной появления трещин в период постоянной скорости сушки полуфабриката является перепад влажности между наружными и внутренними частями заготовки.
Продолжительность сушки зависит от толщины высушиваемого изделия и не зависит от его плотности и площади поверхности.
В период падающей скорости сушки усадки отсутствуют, поэтому сушку можно интенсифицировать, повысив температуру и скорость движения теплоносителя. /15/