Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Глава 6. Виды сварных соединений, разделка кромок
|
|
В зависимости от расположения в пространстве различают сварные соединения: нижние, вертикальные, горизонтальные, потолочные.
Рис. 7.22. Типы сварных соединений
Можно выделить такие типы сварных соединений согласно ГОСТ 5264-80: стыковые (рис. 7.22, а и б), нахлёсточные (в), угловые (г) и (д), тавровые (е). Соединения бывают односторонние и двусторонние, с отбортовкой кромок, со скосом кромок и без скоса. Например, на рисунке 7.22 изображены сварные соединения: стыковое двустороннее без скоса кромок (а), стыковое одностороннее со скосом кромок (б), нахлесточные двухстороннее без скоса кромок (в), угловое двухстороннее со скосом кромок (г), тавровое двухстороннее со скосом кромок (д).
При выборе типа сварного соединения руководствуются конструктивными соображениями, необходимостью обеспечить равномерность соединения с основным металлом, технологичностью. Чаще всего в сварных конструкциях встречаются стыковые соединения, которые обеспечивают высокую прочность при статических и динамических нагрузках. Их выполняют практически всеми видами сварки плавлением и давлением.
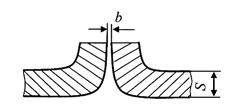
Рис. 7.23. Отбортовка кромок при толщине изделия 1, 0…4, 0 мм
В зависимости от толщины сварного соединения проводят соответствующую подготовку формы кромок:
- при толщине изделия до 3 мм зазор между свариваемыми изделиями должен быть в 2 раза больше толщины или для предотвращения прожога делают отбортовку кромок (рис. 7.23);
- при толщине изделия от 3 до 60 мм рекомендуется V- образный скос кромок (рис. 7.24);
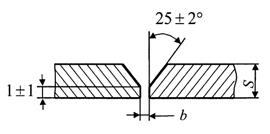
Рис. 7.24. Разделка кромок при толщине изделия 3…60 мм
- при толщине изделия от 12 до 120 мм рекомендуется X - образный скос кромок (рис. 7.25).
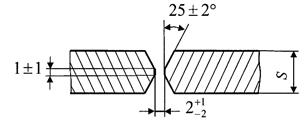
Рис. 7.25. Скос кромок при толщине изделия 12…120 мм
Как видно, при определенных толщинах изделия можно подготовку кромок проводить по двум вариантам. При Х -образном скосе сваривают сначала с одной стороны, а затем переворачивают изделие и варят с другой стороны.
Такой способ сварки обеспечивает равномерный подогрев, который приводит к уменьшению коробления изделия.
Вариантом Х -образного соединения есть k-образное соединение, когда скос кромок проводят лишь с одной стороны (рис. 7.26).
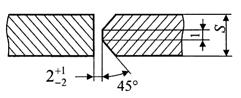
Рис. 7.26. Скос при толщине изделия 12…120 мм
- при толщине изделия от 12 до 120 мм рекомендуется чашеобразный скос кромок для лучшего прогрева металла (рис. 7.27).
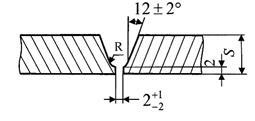
Рис. 7.27. Схема кромок при толщине изделия 12…120
Тавровые соединения широко применяют при изготовлении пространственных заготовок. Они выполняются всеми видами сварки плавлением. Сварку давлением для тавровых соединений применяют редко.
Нахлёсточные соединения применяют для сварки листовых заготовок. Эти соединения, выполненные сваркой плавлением, менее прочны по сравнению со стыковыми соединениями. Но они являются основным способом получения тонколистовых элементов при сварке давлением, контактной и шовной сварке.
Угловые соединения, как правило, выполняются в качестве связующих соединений. Они могут быть получены всеми видами сварки. Угловые соединения не предназначены для передачи рабочих усилий.
Контрольные вопросы
1. Как классифицируются сварные соединения по положению в пространстве?
2. Какие существуют типы сварных соединений?
3. Какие существуют способы подготовки кромок свариваемых изделий?