Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Задания для выполнения практической работы 1 страница
|
|
Вариант 1
Деталь – Палец
Масса 0, 36 кг
Заготовка - Круглый прокат Æ 30 L=250 мм
Материал – Ст20
Н14, h14  Количество деталей в партии – 150 шт.
Количество деталей в партии – 150 шт.
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2.Подрезать торец Æ 30 мм 3.Точить Æ 25 L=55 мм 4.Точить шейку Æ 15 мм 5.Проточить канавку b=2 мм. 6. Отрезать деталь | Токарно-винторезный станок 1К62 | Резец проходной упорный, канавочный, отрезной 16х25 мм, Т11К6 | Трехкулачковый пневматический патрон | Штанген Циркуль ШЦ-I, шаблон | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать две лыски, с поворотом выдерживая размер 16 мм | Вертикально-фрезерный станок 6Р13 | Торцевая фреза Æ 50 мм с пластинками Р6М5 | Делительная головка Трехкулач ковый патрон | Штанген циркуль ШЦ-I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3.Сверлить отверстие Æ 12 мм 2.Зенкеровать Æ 14 мм | Вертикально-сверлильный станок 2Н135 | Спиральное сверло Æ 12 мм Р6М5, Зенкер Æ 14 мм Р6М5 | Кондуктор | Калибр-пробка Æ 14 Н9 мм | С охлаж дением | |
| 1. Установить и снять деталь 2. Шлифовать шейку Æ 15 мм | Круглошлифовальный станок 3М131 | Шлифовальный круг | Двухкулачковый патрон | Скоба | С охлаждением |
Вариант 2
Деталь – Крышка
Масса 0, 3 кг
Заготовка – Штамповка
Материал – Ст3
Количество деталей в партии – 130 шт
Припуски на обработку t=2, 5 мм
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2.Подрезать торец Æ 62 мм 3.Точить поверхность Æ 62 мм 4. Подрезать торец Æ 100 мм 5. Проточить канавку b=3 мм. | Токарно-винторезный станок 16К20 | Резец подрезной упорный, канавочный 16х25 мм, T15K6 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ-I, шаблон | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать две лыски в размер 76 мм | Вертикально-фрезерный станок 6Р13 | Торцевая фреза Æ 60 мм с пластинками T15K6 | Делительная головка Трехкулач ковый патрон | Штангенциркуль ШЦ - I шаблон | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить четыре отверстия Æ 6 мм Последовательно. 4. Зенкеровать четыре отверстия Æ 10 мм L12 последовательно | Вертикально-сверлильный станок 2Н135 | Спиральное сверло Æ 6 мм Р6М5, зенкер Æ 10 мм Р6М5 | Кондуктор | Калибр-пробка Æ 6 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 49 мм | Круглошлифовальный станок 3М131 | Шлифовальный круг | Четырехкулачковый патрон | Скоба Æ 62h11 | С охлаждением |
Вариант 3
Деталь – Шарнир
Масса 0, 41 кг
Заготовка – Отливка Æ 40 мм
L = 200 мм
Материал – СЧ 15 ГОСТ 1412- 79
Количество деталей в партии – 200 шт
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| Установка А 1. Установить и снять деталь 2. Подрезать торец Æ 20 мм 3. Точить поверхность Æ 20 L=9мм Установка Б 4. Подрезать торцы Æ 20 мм с другой стороны 5. Точить поверхность | Токарно-винторезный станок 16К20 | Резец подрезнойпроходной упорный, 16х25 мм, ВК6 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать две лыски в размер 28 мм. В 2 установа | Вертикально-фрезерный станок 6Р13 | Торцевая фреза Æ 60 мм с пластинками ВК6 | Тисы с пневматическим зажимом | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить отверстие Æ 12 мм 4. Рассверлить Æ 17 мм | Вертикально-сверлильный станок 2Н135 | Спиральные сверла Æ 14 мм, Æ 17 мм Р6М5 | Накладной кондуктор | Калибр-пробка Æ 17 | С охлаждением | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 20d8 мм с двух сторон В 2 установа | Круглошлифовальный станок 3М131 | Шлифовальный круг | Трехкулачковый патрон | Скоба Æ 20d8 | С охлаждением |
Вариант 4
Деталь – Втулка
Масса 0, 24 кг
Заготовка - Штамповка
Материал – Сталь 45
Количество деталей в партии – 150 шт
Припуски на обработку t=2 мм
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2.Точить поверхность Æ 30 мм 3. Подрезать торец Æ 45 и Æ 30 мм 4. Переустановить деталь 5. Подрезать торец Æ 45 мм 6. Снять фаску 2х45° | Токарно-винторезный станок 1К62 | Резец проходной отогнутый 16х25 мм, Т5К10 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить отверстие Æ 12 мм 4. Рассверлить отверстие Æ 15 мм | Вертикально-сверлильный станок 2Н135 | Спиральные сверла Æ 12 мм, Æ 15 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 15 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать две лыски в размер 35 мм. | Вертикально-фрезерный станок 6Р12 | Торцевая фреза с пластинками Т15К6 | Механические тисы | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 30 мм | Круглошлифовальный станок 3М131 | Шлифовальный круг | Трехкулачковый патрон | Скоба Æ 30h10 мм | С охлаждением |
Вариант 5
Деталь – Ступица
Масса 0, 36 кг
Заготовка - Штамповка
Материал – Сталь 45
Количество деталей в партии – 200 шт
Припуски на обработку t=3, 5 мм
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2. Подрезать торец Æ 36 мм 3. Точить поверхность Æ 36 L=35 мм 4. Подрезать торец Æ 76 мм 5. Переустановить деталь 6. Подрезать торец Æ 76 мм 7. Точить поверхность Æ 36 L=6 мм | Токарно-винторезный станок 1К62 | Резец проходной отогнутый 16х25 мм, Т15К6 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить четыре отверстия Æ 7 мм | Радиально-сверлильный станок 2Н135 | Спиральное сверло Æ 7 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 7 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать шпоночный паз глубиной 3 мм и шириной 5 мм | Вертикально-фрезерный станок 6Р12 | Концевая фреза Æ 5 с пластинками Т15К6 | Механические тисы | Штангенциркуль | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 36 L=35 мм | Круглошлифовальный станок 3М131 | Шлифовальный круг | Трехкулачковый патрон | Скоба Æ 36 | С охлаждением |
Вариант 6
Деталь – Ступица
Масса 0, 45 кг
Заготовка - Штамповка
Материал – СЧ 23
Количество деталей в партии – 125 шт
Припуски на обработку t=1, 5 мм
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2. Точить поверхность Æ 26 мм L=46 мм 3. Подрезать торец Æ 60 мм 4. Точить поверхность Æ 20 мм 5. Подрезать торец Æ 20 мм 6. Переустановить деталь 7. Подрезать торец Æ 60 мм | Токарно-винторезный станок 1К62 | Резец проходной упорный, отогнутый 16х25 мм, ВК6 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить шесть отверстий Æ 6 мм | Радиально-сверлильный станок 2Н135 | Спиральное сверло Æ 6 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 6 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать две лыски в размер 15 мм | Вертикально-фрезерный станок 6Р13 | Торцевая фреза Æ 60 мм с пластинками ВК6 | Делительная головка | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать две лыски | Плоскошлифовальный станок 3П722 | Шлифовальный круг | Трехкулачковый патрон | Микрометр МК 0-25 | С охлаждением |
Вариант 7
Деталь – Ступица
Масса 0, 38 кг
Заготовка - Отливка
Материал – СЧ 15
Количество деталей в партии – 200 шт
Припуски на обработку t=2, 5 мм
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1 Установить и снять деталь 2.Точить поверхность Æ 26 мм 3. Подрезать торец Æ 60 мм 4. Подрезать торец Æ 26 мм 5 Переустановить деталь 6. Точить поверхность Æ 60 мм 7. Подрезать торец Æ 60 мм | Токарно-винторезный станок 16К20 | Резец проходной отогнутый 16х25 мм, ВК6 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить шесть отверстий Æ 6 мм | Радиально-сверлильный станок 2Н135 | Спиральное сверло Æ 6 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 6 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать шпоночный паз глубиной 3 мм | Вертикально-фрезерный станок 6Р13 | Концеваяфреза Æ 6 с пластинками ВК8 | Механические тисы | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 26 мм | Круглошлифовальный станок 3М131 | Шлифовальный круг | Трехкулачковый патрон | Скоба Æ 26 мм | С охлаждением |
Вариант 8
Деталь – Пуансон
Масса 0, 42 кг
Заготовка - Штамповка
Материал – Сталь 45
Количество деталей в партии – 150 шт
Припуски на обработку t=3 мм
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2.Точить поверхность Æ 30 мм 3. Точить поверхность Æ 24 мм 4. Точить поверхность Æ 14 мм 5. Подрезать торец 40х40 мм 6. Подрезать торец Æ 14 мм | Токарно-винторезный станок 16К20 | Резцы проходной упорный 16х25 мм, Т5К10 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать квадрат в размер 40х40 мм | Горизонтально-фрезерный станок 6Р82Г | Цилиндрическая фреза Æ 80 мм с пластинками Т5К10 | Делительная головка | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить четыре отверстия Æ 5 мм | Радиально-сверлильный станок 2Н135 | Спиральное сверло Æ 5 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 5 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 14 мм | Круглошлифовальный станок 3М131 | Шлифовальный круг | Трехкулачковый патрон | Скоба Æ 14h10 | С охлаждением |
Вариант 9
Деталь – Крышка
Масса 0, 24 кг
Заготовка - Штамповка
Материал – Сталь 45
Количество деталей в партии – 250 шт
Припуски на обработку t=2, 5 мм
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2. Подрезать торец Æ 24 мм 3. Точить поверхность Æ 24 мм 4.. Подрезать торец Æ 44 мм 5..Переустановить деталь 6.. Подрезать торец Æ 44 мм | Токарно-винторезный станок 1К62 | Резец проходной отогнутый 16х25 мм, Т5К10 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить отверстие Æ 9 мм 4. Рассверлить отверстие Æ 12 мм | Вертикально-сверлильный станок 2Н135 | Спиральные сверла Æ 9, Æ 12 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 12 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать четыре паза | Вертикально-фрезерный станок 6Р82Г | Концеваяфреза Æ 4 с пластинками Т5К10 | Делительная головка | Шаблон | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 24 мм | Круглошлифовальный станок 3М131 | Шлифовальный круг | Трехкулачковый патрон | Скоба Æ 24d10 мм | С охлаждением |
Вариант 10
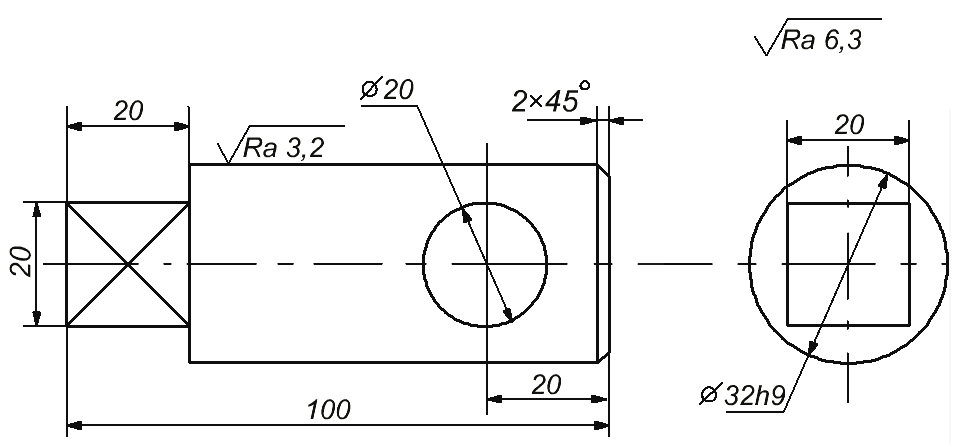 Деталь – Палец
Деталь – Палец
Масса 0, 3 кг
Заготовка – Прокат Æ 35 L=250 мм
Материал – Сталь 50
Количество деталей в партии – 150 шт
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2. Подрезать торец Æ 35 мм 3.Точить поверхность Æ 32 мм L=100 мм 4. Снять фаску 2х45° | Токарно-винторезный станок 1К62 | Резцы 16х25 мм, Т15К6 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2.Установить и снять накладной кондуктор 3. Сверлить отверстие Æ 19 мм | Вертикально-сверлильный станок 2Н135 | Спиральное сверло Æ 19 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 19 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать квадрат 20x20 мм | Вертикально-фрезерный станок 6Р82Г | Торцеваяфреза Æ 50 с пластинками Т5К10 | Делительная головка | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 20 мм | Внутришлифовальный станок 3К228В | Шлифовальный круг | Трехкулачковый патрон | Калибр-пробка Æ 20 мм | С охлаждением |
Вариант 11
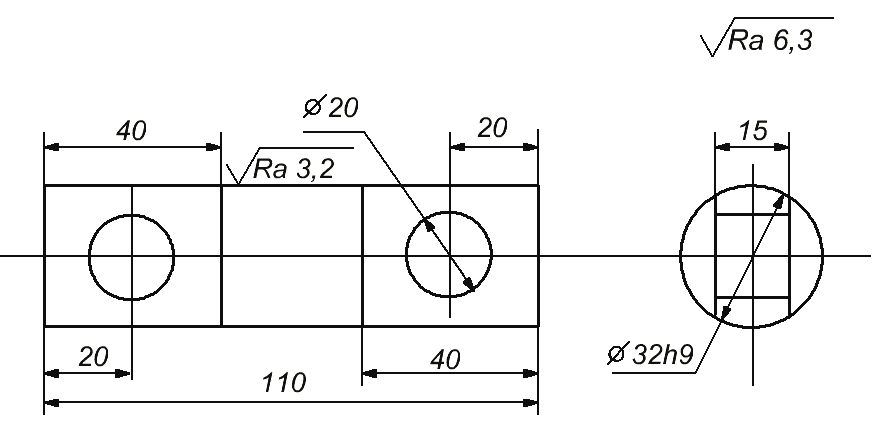 Деталь – Рычаг
Деталь – Рычаг
Масса 0, 2 кг
Заготовка – Прокат Æ 35 L=250 мм
Материал – Сталь 45
Количество деталей в партии –200 шт
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2. Подрезать торец Æ 35 мм 3.Точить поверхность Æ 32 мм L=110 мм 4. Отрезать деталь | Токарно-винторезный станок 1К62 | Резцы 16х25 мм, Т15К6 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить два отверстия Æ 19, 5 мм | Вертикально-сверлильный станок 2Н135 | Спиральное сверло Æ 19, 5 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 19, 5 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать две лыски | Вертикально-фрезерный станок 6Р82Г | Торцеваяфреза Æ 50 с пластинками Т15К6 | Делительная головка | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать два отверстия Æ 20 мм | Внутришлифовальный станок 3К228В | Шлифовальный круг | Трехкулачковый патрон | Калибр-пробка Æ 20 мм | С охлаждением |
Вариант 12
Деталь – Ось
Масса 0, 45 кг
Заготовка – Прокат Æ 35 L=250 мм
Материал – Сталь 3
Количество деталей в партии – 50 шт
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2. Подрезать торец Æ 35 мм 3.Точить поверхность Æ 32 мм L=178 мм 4. Точить поверхность Æ 19 мм L=30 мм 5. Отрезать деталь Б Переустановить деталь 6. Точить поверхность Æ 19 мм L=30 мм | Токарно-винторезный станок 1К62 | Резцец проходной отогнутый, отрезной 16х25 мм, Т15К6 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить два отверстия Æ 20 мм | Радиально-сверлильный станок 2Н135 | Спиральное сверло Æ 19 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 20 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать лыски в размер 21 мм | Вертикально-фрезерный станок 6Р82Г | Торцеваяфреза Æ 50 с пластинками Т5К10 | Делительная головка | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 19 мм с двух сторон | Внутришлифовальный станок 3К228В | Шлифовальный круг | Трехкулачковый патрон | Калибр-пробка Æ 19 мм | С охлаждением |
Вариант 13
Деталь – Втулка
Масса 0, 24 кг
Заготовка - Штамповка
Материал – Сталь 3
Количество деталей в партии – 100 шт
Припуски на обработку t=2 мм
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2.Точить поверхность Æ 30 мм 3. Подрезать торец Æ 44 и Æ 30 мм 4. Переустановить деталь 5. Точить поверхность Æ 44 мм 6. Подрезать торец Æ 44 мм | Токарно-винторезный станок 1К62 | Резец проходной отогнутый 16х25 мм, Т5К10 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить отверстие Æ 10 мм | Вертикально-сверлильный станок 2Н135 | Спиральные сверла Æ 10 мм, Р18 | Накладной кондуктор | Калибр-пробка Æ 10 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать четыре паза в размер. | Вертикально-фрезерный станок 6Р12 | Торцевая фреза с пластинками Т15К6 | Делительная головка | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 30 мм | Круглошлифовальный станок 3М131 | Шлифовальный круг | Трехкулачковый патрон | Скоба Æ 30h11 мм | С охлаждением |
Вариант 14
Деталь – Вал
Масса 0, 5 кг
Заготовка – Прокат Æ 30 L=250 мм
Материал – Сталь 45
Количество деталей в партии – 150 шт
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||
| 1. Установить и снять деталь 2. Подрезать торец Æ 30 мм 3.Точить поверхность Æ 27 мм L=102 мм 4. Точить поверхность Æ 15 мм L=15 мм 5. Отрезать деталь 6. Переустановить деталь 7. Точить поверхность Æ 15 мм L=15 мм | Токарно-винторезный станок 1К62 | Резцец проходной отогнутый, отрезной 16х25 мм, Т5К10 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить два отверстия Æ 5 мм | Радиально-сверлильный станок 2Н135 | Спиральное сверло Æ 5 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 5 мм | Без охлаждения | |
| 1. Установить и снять деталь 2. Фрезеровать шпоночный паз 6 мм. | Вертикально-фрезерный станок 6Р82Г | Концеваяфреза Æ 6 с пластинками Т5К10 | Механические тисы | Штангенциркуль ШЦ - I | Без охлаждения | |
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 15h11 мм с двух сторон | Внутришлифовальный станок 3К228В | Шлифовальный круг | Трехкулачковый патрон | Калибр-пробка Æ 15h11 мм | С охлаждением |
Вариант 15
Деталь – Крышка
Масса 0, 3 кг
Заготовка - Штамповка
Материал – Сталь 45
Количество деталей в партии – 100 шт
Припуски на обработку t=2, 5 мм
| № Операции | Содержание операции | Оборудование | Технологическая оснастка | Охлаждение | ||||||||||||
| Реж. инструмент | Приспособления | Измерительный инструмент | ||||||||||||||
| 1. Установить и снять деталь 2. Подрезать торец Æ 30 мм 3. Точить поверхность Æ 30 мм L=50 мм 4. Подрезать торец Æ 70 мм 5. Переустановить деталь 6. Подрезать торец Æ 70 мм | Токарно-винторезный станок 1К62 | Резец проходной отогнутый 16х25 мм, Т5К10 | Трехкулачковый пневматический патрон | Штангенциркуль ШЦ - I | Без охлаждения | |||||||||||
| 1. Установить и снять деталь 2. Установить и снять накладной кондуктор 3. Сверлить отверстие Æ 12 мм L=37 мм 4. Установить и снять деталь 5. Установить и снять накладной кондуктор 6. Сверлить отверстие Æ 12 мм | Вертикально-сверлильный станок 2Н135 | Спиральное сверло Æ 12 мм Р18 | Накладной кондуктор | Калибр-пробка Æ 12 мм | Без охлаждения | |||||||||||
| 1. Установить и снять деталь 2. Фрезеровать четыре паза в размер | Вертикально-фрезерный станок 6Р82Г | Концеваяфреза Æ 10 с пластинками Т5К10 | Делительная головка | Шаблон | Без охлаждения | |||||||||||
| 1. Установить и снять деталь 2. Шлифовать поверхность Æ 30 мм | Круглошлифовальный станок 3М131 | Шлифовальный круг | Трехкулачковый патрон | Скоба Æ 30h11 мм | С охлаждением | |||||||||||
| ПРИЛОЖЕНИЕ Б ИЗВЛЕЧЕНИЯ ИЗ НОРМАТИВОВ РЕЖИМОВ РЕЗАНИЯ Таблица 1 – Подачи для чернового наружного точения | ||||||||||||||||
| Резцы с пластинками из твердого сплава и быстрорежущей стали | ||||||||||||||||
| Обрабатываемый материал | Размер державки резца в мм | Диаметр детали в мм до | Глубина резания tв мм | |||||||||||||
| До 3 | До 5 | До 8 | До 12 | Св. 12 | ||||||||||||
| Подача s в мм/об | ||||||||||||||||
| Стали конструкционные углеродистые легированные и жаропрочные | 16X25 | 0, 3-0, 4 | — | — | — | — | ||||||||||
| 0, 4-0, 5 | 0, 3-0, 4 | — | — | — | ||||||||||||
| 0, 5-0, 7 | 0, 4-0, 6 | 0, 3-0, 5 | — | — | ||||||||||||
| 0, 6-0, 9 | 0, 5-0, 7 | 0, 5-0, 6 | 0, 4-0, 5 | — | ||||||||||||
| 0, 8-1, 2 | 0, 7-1, 0 | 0, 6-0, 8 | 0, 5-0, 6 | — | ||||||||||||
| 20X32 25X25 | 0, 3-0, 4 | — | — | — | — | |||||||||||
| 0, 4-0, 5 | 0, 3-0, 4 | — | — | — | ||||||||||||
| 0, 6-0, 7 | 0, 5-0, 7 | 0, 4-0, 6 | — | — | ||||||||||||
| 0, 8-1, 0 | 0, 7-0, 9 | 0, 5-0, 7 | 0, 4-0, 7 | — | ||||||||||||
| 1, 2-1, 4 | 1, 0-1, 2 | 0, 8-1, 0 | 0, 6-0, 9 | 0, 4-0, 6 | ||||||||||||
| 25X40 32X40 40Х63 | 0, 6-0, 9 | 0, 5-0, 8 | 0, 4-0, 7 | — | — | |||||||||||
| 0, 8-1, 2 | 0, 7-1, 1 | 0, 6-0, 9 | 0, 5-0, 8 | — | ||||||||||||
| 1, 2-1, 5 | 1, 1-1, 5 | 0, 9-1, 2 | 0, 8-1, 0 | 0, 7-0, 8 | ||||||||||||
| 1, 1-1, 4 | 1, 1-1, 4 | 1, 0-1, 2 | 0, 8-1, 2 | 0, 7-1, 1 | ||||||||||||
| 2500 и более | 1, 3-2, 0 | 1, 3-1, 8 | 1, 2-1, 6 | 1, 1-1, 5 | 1, 0-1, 5 | |||||||||||
| Чугун и медные сплавы | 16Х25 | 0, 4-0, 5 | — | — | — | — | ||||||||||
| 0, 6-0, 8 | 0, 5-0, 8 | 0, 4-0, 6 | — | — | ||||||||||||
| 0, 8-1, 2 | 0, 7-1, 0 | 0, 6-0, 8 | 0, 5-0, 7 | — | ||||||||||||
| 1, 0-1, 4 | 1, 0-1, 2 | 0, 8-1, 0 | 0, 6-0, 8 | — | ||||||||||||
| 20Х32 25Х25 | 0, 4-0, 5 | — | — | — | — | |||||||||||
| 0, 6-0, 9 | 0, 5-0, 8 | 0, 4-0, 7 | — | — | ||||||||||||
| 0, 9-1, 3 | 0, 8-1, 2 | 0, 7-1, 0 | 0, 5-0, 8 | — | ||||||||||||
| 1, 2-1, 8 | 1, 2-1, 6 | 1, 0-1, 3 | 0, 9-1, 1 | 0, 7-0, 9 | ||||||||||||
| 25X40 | 0, 6-0, 8 | 0, 5-0, 8 | 0, 4-0, 7 | — | — | |||||||||||
| 1, 0-1, 4 | 0, 9-1, 2 | 0, 8-1, 0 | 0, 6-0, 9 | — | ||||||||||||
| 1, 5-2, 0 | 1, 2-1, 8 | 1, 0-1, 4 | 1, 0-1, 2 | 0, 8-1, 0 | ||||||||||||
| 32Х40 40Х63 | 1, 4-1, 8 | 1, 2-1, 6 | 1, 0-1, 4 | 1, 0-1, 3 | 0, 9-1, 2 | |||||||||||
| 2500 и более | 1, 6-2, 4 | 1, 6-2, 0 | 1, 4-1, 8 | 1, 3-1, 7 | 1, 2-1, 7 | |||||||||||
| Таблица 2 – Подачи для чернового растачивания | ||||||||||
| Резцы с пластинками из твердого сплава и быстрорежущей стали | ||||||||||
| 1. Токарные итокарно-револьверные станки | ||||||||||
| Размер резца или оправки в мм | Вылет резца или оправки в мм | Обрабатываемый материал | ||||||||
| Сталь и стальное литье | Чугун и медные сплавы | |||||||||
| Глубина резания t в мм до | ||||||||||
| 2 | 3 | 5 | 8 | 3 | 5 | 8 | ||||
| Подача s в мм/об | ||||||||||
| Диаметр резца круглого сечения | 10 | 50 | 0, 08 | — | — | — | 0, 12-0, 16 | — | — | — |
| 12 | 60 | 0, 10 | 0, 08 | — | — | 0, 12-0, 20 | 0, 12-0, 15 | — | — | |
| 16 | 80 | 0, 10-0, 20 | 0, 15 | 0, 10 | — | 0, 20-0, 30 | 0, 15-0, 25 | 0, 10-0, 18 | — | |
| 20 | 100 | 0, 15-0, 30 | 0, 15-0, 25 | 0, 12 | — | 0, 30-0, 40 | 0, 25-0, 35 | 0, 12-0, 25 | — | |
| 25 | 125 | 0, 25-0, 50 | 0, 15-0, 40 | 0, 12-0, 20 | — | 0, 40-0, 60 | 0, 30-0, 50 | 0, 25-0, 35 | — | |
| 30 | 150 | 0, 40-0, 70 | 0, 20-0, 50 | 0, 12-0, 30 | — | 0, 50-0, 80 | 0, 40-0, 60 | 0, 25-0, 45 | — | |
| 40 | 200 | — | 0, 25-0, 60 | 0, 15-0, 40 | — | — | 0, 60-0, 80 | 0, 30-0, 60 | — | |
| Сечение оправки | 40X40 | 150 | — | 0, 6-1, 0 | 0, 5-0, 7 | — | — | 0, 7-1, 2 | 0, 5-0, 9 | 0, 4-0, 5 |
| 300 | — | 0, 4-0, 7 | 0, 3-0, 6 | — | — | 0, 6-0, 9 | 0, 4-0, 7 | 0, 3-0, 4 | ||
| 60X60 | 150 | — | 0, 9-1, 2 | 0, 8-1, 0 | 0, 6-0, 8 | — | 1, 0-1, 5 | 0, 8-1, 2 | 0, 6-0, 9 | |
| 300 | — | 0, 7-1, 0 | 0, 5-0, 8 | 0, 4-0, 7 | — | 0, 9-1, 2 | 0, 7-0, 9 | 0, 5-0, 7 | ||
| 300 | — | 0, 9-1, 3 | 0, 8-1, 1 | 0, 7-0, 9 | — | 1, 1-1, 6 | 0, 9-1, 3 | 0, 7-1, 0 | ||
| 75X75 | 500 | — | 0, 7-1, 0 | 0, 6-0, 9 | 0, 5-0, 7 | — | — | 0, 7-1, 1 | 0, 6-0, 8 | |
| 800 | — | — | 0, 4-0, 7 | — | — | 0, 6-0, 8 | — |