Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Классификация способов сварки.
|
|
Согласно ГОСТ 19521-74 сварка металлов классифицируется по физичес-ким, техническим и технологическим признакам. В зависимости от энергии, ис-пользуемой для образования сварного соединения, различают три класса сварки: 1) термический — к которому относится сварка, осуществляемая за счет плав-ления при использовании тепловой энергии; 2) термомеханический — сварка с применением тепловой энергии и давления; 3) механический — сварка, исполь-зующая механическую энергию и давление.
В промышленном строительстве используются следующие виды сварки:
а) дуговая открытой дугой, дуговая под флюсом и в защитном газе, электро-шлаковая, газовая — термический класс. По степени механизации дуговая сварка бывает ручной, полуавтоматической или автоматической.
б) Контактная, газопрессовая — термомеханический класс. Существуют следующие виды контактной сварки: стыковая, точечная, шовная (роликовая), газопрессовая,
в) Сварка трением, холодная сварка, ультразвуковая сварка ― механический класс.
Виды сварных соединений и швов
При изготовлении сварных изделий выполняют следующие виды сварных соединений — стыковые (рис. 7.12, а), стыковые с отбортовкой (рис. 7.12, б), нахлесточные (рис. 7.12, в), угловые (рис. 7.12, г), тавровые (рис. 7.12, д), про-резные (рис. 7.12, е), торцовые (рис. 7.12, ж), электрозаклепочные (рис. 7.12, з). Применение того или иного вида соединения зависит от характера конструкции, способа сварки, толщины металла и др. Например, в сосудах, работающих под дав-лением, в трубопроводах применяют, как правило, стыковые швы, в фермах и стой-ках нахлесточные, в сварных балках — тавровые, для тонкого металла применя-ют стыковые швы с отбортовкой и т.д.
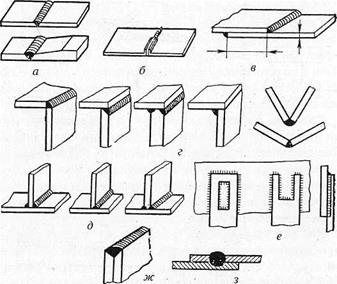 Рис. 7.12. Виды сварных соединений:
Рис. 7.12. Виды сварных соединений:
а — стыковые; б — стыковой с отбор-товкой; в — нахлесточный; г — угло-вые; д — тавровые; е — прорезные; ж — торцовый; з — электрозаклепоч-ный.
Сварные швы разделяют по сле-дующим признакам:
По расположению относительно направления нагрузки (рис. 7.13, а) — фланговые 1, лобовые 2, комбиниро-ванные 3, косые 4.
По положению в пространстве (рис. 7.13, б) — нижние 1, горизонта-льные 2, вертикальные 3, потолочные 4.
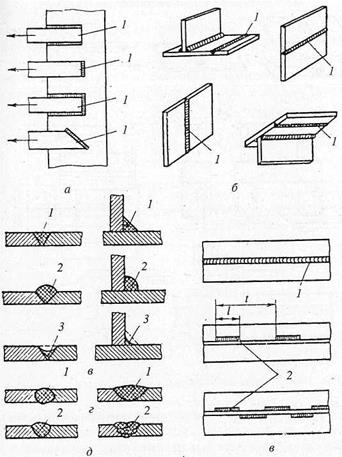 По форме наружной поверхности (рис. 7.13, в) — нормальные (плоские) 1, выпуклые (усиленные) 2, вогнутые (ослабленные) 3.
По форме наружной поверхности (рис. 7.13, в) — нормальные (плоские) 1, выпуклые (усиленные) 2, вогнутые (ослабленные) 3.
По ширине шва (рис. 7.13, г) — ниточные 1 и уширенные 2. Ширина ниточного шва составляет 0, 8− 1, 5dэл, ширина уширенного шва — не более 30 мм.
Рис. 5.40. Классификация свар-ных швов: а — по расположению от-носительно направления нагрузки; б — по расположению в пространст-ве; в — по форме наружной поверх-ности; г — по ширине; д — по коли-честву слоев (проходов); е — по про-тяженности.
По количеству слоев или про-ходов (рис. 7.13, д) — однослойные (однопроходные) 1 и многослойные (многопроходные) 2.
По протяженности (рис. 7.13, е) — сплошные 1 и прерывистые (це-пные и шахматные) 2.
По назначению — прочные, плотные и прочно – плотные.
Обозначение швов сварных соединений. По ГОСТ 2.312-72 швы сварных соединений на чертежах обозначаются сплошной (видимые) и штриховой (невиди-мые) линиями (рис. 7.14 а), одинокая сварная точка обозначается знаком +, не-видимые одиночные точки не обозначаются. От линии, обозначающей шов, про-водится линия-выноска с односто-ронней стрелкой. От наклонной вы-носки проводится горизонтальная линия-полка; условное обозначение шва наносится над полкой, если шов видимый, или под полкой, если не-видимый (рис. 7.14, б). В попереч-ном сечении соединения границы шва изображаются сплошными ос-новными линиями, а границы сое-диняемых кромок — сплошными тонкими линиями (рис. 7.14, в).
Рис. 7.14. Вспомогательные знаки для обозначения швов.