Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
CYCLE 95 Цикл снятия припуска
|
|
CYCLE 95 (NPP, MID, FALZ, FAX, FAL, FF1, FF2, FF3, VARI, DT, DAM, VRT)
NPP имя подпрограммы Название программы обработки
MID максимальная глубина врезания без знака Максимальная глубина врезания
FALZ допуск на чистовую обработку по оси Z без знака Допуск на чистовую обработку Z
FALX допуск на чистовую обработку по оси X без знака Допуск на чистовую обработку X
FAL допуск на чистовую обработку параллельно контуру, без знака Допуск на чистовую обработку
FF1 подача для черновых проходов, без выточки
FF2 подача для черновых проходов – с выточкой
FF3 подача для чистовой обработки
VARI вариант обработки 1..12
Позиция сотен:
0: с обратным ходом по контуру
Не остаются остаточные края, обратный ход выполняется с перекрыванием. Это означает что обратный проход по контуру выполняется в нескольких точках пересечения.
1: Без обратного хода по контуру
Обратный ход выполняется только до предшествующей точки черновой обработки, затем инструмент поднимается. В зависимости от соотношения радиуса инструмента и глубины обработки (MID), могут оставаться остаточные края.
DT время выстоя для стружколомания при черновой обработке
DAM траектория перемещения после которой каждый черновой проход прерывается для стружколомания
VRT(*) Расстояние от контура при черновой обработке без арифметического знака
Функции:
Цикл снятия припуска выполняет обработку контура, сохраненного в подпрограмме.
Обработка контура может выполняться внутри или снаружи, с продольной или торцевой стороны.
Может быть выполнена черновая, чистовая обработка или полная обработка контура.
Позиция инструмента перед циклом:
Выполняется подвод к последней позиции перед вызовом инструмента при помощи G40 (коррекция на радиус инструмента ВЫКЛ).
Внешняя обработка: Перед вызовом цикла инструмент должен быть снаружи наибольшего диаметра в подпрограмме обработки.
Внутренняя обработка: Перед вызовом цикла инструмент должен быть внутри наименьшего диаметра в подпрограмме обработки.
Последовательность обработки:
Черновая обработка без элементов снятия припуска
• Черновые проходы выполняются функцией G1 и со скоростью подачи FF1.
• Черновые проходы выполняются параллельно оси до допуска на чистовую обработку (1), и затем параллельно контуру (2).
• После каждого чернового прохода выполняется подъем по X и Z на радиус инструмента + 1 мм (3) и отвод при помощи G0 (4).
• Данная последовательность выполняется до достижения окончательной глубины (5) (с допуском на чистовую обработку).
Глубины врезания делятся равномерно, они меньше/равны запрограммированному параметру MID.
Черновая обработка элементов выточки
• Врезание при выполнении выточки происходит параллельно контуру (6) командой G1 и со скоростью подачи FF2.
• Черновые проходы параллельно оси в зоне выточки (7) выполняются командой G1 и со скоростью подачи FF1.
• Последовательность черновой обработки:
- Черновая обработка без выточки (8)
- Черновая обработка первой выточки (9)
- Черновая обработка 2-й выточки (10) и т.д.
Чистовая обработка
• Подвод к начальной точке контура выполняется одновременно по обеим осям.
• Чистовая обработка выполняется вдоль контура командами G1, G2, G3 и со скоростью подачи FF3.
• Отвод выполняется командой G0.
NPP
Данный параметр является названием подпрограммы обработки контура. Название должно быть в кавычках,
например, " CONT1".
MID
Максимальная глубина врезания для черновой обработки.
Общая глубина врезания равномерно делится между несколькими отдельными врезными подачами. Эти врезания делятся равномерно, они меньше / равны запрограммированному параметру MID.
Пример:
Общая глубина = 19 мм, MID = 4 мм
-> 5 врезных подач с 3, 8 мм.
FALZ, FALX, FAL
Допуск на чистовую обработку
FALZ Допуск на чистовую обработку по Z
FALX Допуск на чистовую обработку по X
FAL Допуск на чистовую обработку параллельно контуру
Нецелесообразно программировать все три параметра (значения будут складываться).
Программируйте либо значение для FALZ и FALX и 0 для FAL или наоборот.
Если допуск на чистовую обработку не запрограммирован, черновая обработка выполняется до окончательного контура.
FF1, FF2, FF3
Скорости подачи для различных технологических этапов:
FF1 черновая обработка
FF2 черновая обработка – выполнение выточек
FF3 чистовая обработка.
VARI
VARI определяет тип обработки (черновая обработка, чистовая обработка, полная обработка), направление обработки (продольное или торцевое) и сторону обработки (внутренняя или внешняя).
Позиция сотен:
0: с обратным проходом по контуру
1: без обратного прохода по контуру
| VARI 1, 5, 9 | Продольная внешняя | 
|
| VARI 3, 7, 11 | Продольная внутренняя | 
|
| VARI 2, 6, 10 | Поперечная внешняя | 
|
| VARI 4, 8, 12 | Поперечная внутренняя | 
|
| VARI | Продольн / Поперечн. | Внешняя / Внутренняя | Тип обработки |
| Продольн. | Внешняя | Черновая обработка | |
| Поперечн. | Внешняя | Черновая обработка | |
| Продольн. | Внутренняя | Черновая обработка | |
| Поперечн. | Внутренняя | Черновая обработка | |
| Продольн. | Внешняя | Чистовая обработка | |
| Поперечн. | Внешняя | Чистовая обработка | |
| Продольн. | Внутренняя | Чистовая обработка | |
| Поперечн. | Внутренняя | Чистовая обработка | |
| Продольн. | Внешняя | Полная обработка | |
| Поперечн. | Внешняя | Полная обработка | |
| Продольн. | Внутренняя | Полная обработка | |
| Поперечн. | Внутренняя | Полная обработка |
DT, DAM
Данный параметр прерывает параллельное оси движение при черновой обработки для стружколомания.
DT время выстоя
DAM траектория перемещения после которой движение должно быть остановлено
программирование DAM=0 означает отсутствие прерывания, время выстоя не выполняется.
VRT (установочное расстояние)
Если VRT = 0 (параметр не запрограммирован), инструмент отводится на 1 мм.
Подпрограмма УП контурной обработки
• Контур вводится как последовательность команд G1, G2 и G3 в подпрограмме обработки контура.
Программирование фасок и закруглений допускается.
• Подпрограмма для УП должна содержать как минимум 3 кадра с движениями по обеим осям.
• Начальная точка контура является первой позицией программируемой в подпрограмме УП.
• Команды G17, G18, G19, G41 и G42, а также фреймы, недопустимы для применения в подпрограмме.
• При выполнении черновой обработки выполняются только движения, содержащиеся в подпрограмме (обрабатывается только контур).
• При выполнении чистовой обработки выполняются также вспомогательные функции, содержащиеся в программе.
Примечание:
Для торцовой обработки на внутреннем контуре следует выбрать «facing-outside».
Система управления рассматривает «facing-inside» как цикл, обрабатывающий радиально в направлении X+ и продольно в направлении Z+ на заднем торце (зажим).
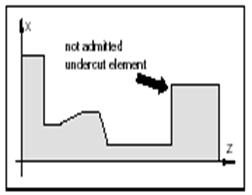
Недопустимый элемент выточки
Контурный мониторинг
Контролируются следующие пункты:
• недопустимые элементы выточки.
Элементы выточки параллельные контуру не допустимы.
Такие контур могут обрабатываться циклами проточки.
• Угол зазора инструмента.
Если угол зазор введен в данные инструмента, контролируется, возможна ли обработка с текущим инструментом.
Когда обработка приводит к нарушению контура,
Обработка будет прервана.
Если зазор введен в данные инструмента со значением 0, контроль не выполняется.
• Круговое программирование дуг с углом раскрытия > 180°.
Слишком большие дуги также приводят к остановке обработки.
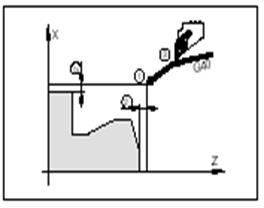
Начальная точка
• Начальная точка обработки (1) определяется автоматически.
Она расположена вне самого внешнего элемента контура {допуск на чистовую обработку + 1 мм} (2).
• Подвод к позиции инструмента перед вызовом цикла (3) должен выполняться функцией G40 и должен располагаться вне прямоугольника, образуемого первой и последней точками контура.
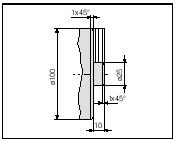
Пример CYCLE 95 Внешнее продольное точение
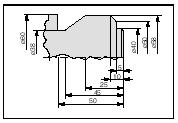
Название подпрограммы УП CONT1
Глубина врезания, без знака в радиусе 3
Допуск на чистовую обработку продольный 0, 05
Допуск на чистовую обработку торцевой в радиусе 0, 3
Допуск на чистовую обработку параллельно контуру 0
Скорость подачи для черновой обработки без выточки 0, 3
Скорость подачи для врезания при выполнении выточки 0, 1
Скорость подачи для чистовой обработки 0, 12
Вариант обработки 9
Время выстоя для стружколомания при черновой обработке 0
Траектория перемещения при черновой обработке
для прерывания, стружколомание 0
Установочное расстояние от контура 0
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Вызов инструмента, скорость резания
T1 D1 G96 S250 M4
G0 X65 Z0 Подвод к заготовке
G1 F0, 18 X-1, 6 Чистовая обработка торца
G0 X65 Z5 Позиция инструмента перед циклом
CYCLE95(" CONT1", 3, 0.05, 0.3, 0, 0.3, 0.1, 0.12, 9, 0, 0) Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
Подпрограмма для УП: CONT1:
G1 X38 Z2 Начальная точка
Z0 Первая точка контура (начало фаски)
X40 Z-1
Z-5
X50
X58 Z-10
Z-25 Точки контура
X38 Z-45
Z-50
X60 CHR=0, 3
Z-50, 4
M17 Конец программы
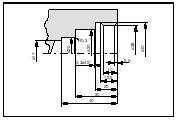
Пример CYCLE 95 Чистовая обработка торца, внешняя
Название подпрограммы для УП CONT2
Глубина врезания, без знака в радиусах 1
Допуск на чистовую обработку продольный 0, 02
Допуск на чистовую обработку торцевой поверхности в радиусах 0, 05
Допуск на чистовую обработку параллельно контуру 0
Скорость подачи для черновой обработки без выточки 0, 3
Скорость подачи для врезания при выполнении выточки 0, 1
Скорость подачи для чистовой обработки 0, 12
Вариант обработки 10
Время выстоя для стружколомания во время черновой обработки 0
Траектория перемещения для прерывания черновой обработки, стружколомание 0
Установочное расстояние от контура 0
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Подвод к позиции смены инструмента (без ZO)
T1 D1 G96 S250 M4; инструмент для черновой обработки Вызов инструмента, скорость резания
G0 X65 Z0 Подвод к заготовке
G1 F0, 18 X-1, 6 Чистовая обработка торца
G0 X65 Z5 Позиция инструмента перед циклом
CYCLE95(" CONT2", 1, 0.02, 0.05, 0, 0.3, 0.1, 0.12, 10, 0, 0) Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
Подпрограмма для УП: CONT2
G1 X100 Z-12 Начальная точка = первая точка контура
Z-10 CHR=1 Фаска
X25
Z0 CHR=1 Точки контура
X22
M17 Конец программы
Примечание: Данный контур запрограммирован слева направо.
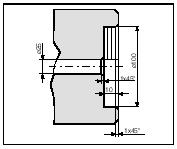
Пример CYCLE 95 Продольное точение, внутреннее
Название подпрограмма для УП CONT3
Глубина врезания, без знака в радиусах 3
Допуск на чистовую обработку продольный 0, 05
Допуск на чистовую обработку торцевой в радиусах 0, 3
Допуск на чистовую обработку параллельно контуру 0
Скорость подачи для черновой обработки без выточки 0, 3
Скорость подачи для врезания при выполнении выточки 0, 1
Скорость подачи для чистовой обработки 0, 12
Вариант обработки 11
Время выстоя для стружколомания во время черновой обработки 0
Траектория перемещения для прерывания черновой обработки, стружколомание 0
Установочное расстояние от контура 0
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Подвод к позиции смены инструмента (без ZO)
T5 D1 G96 S250 M4; расточная оправка Вызов инструмента, скорость резания
CYCLE95(" CONT3", 3, 0.05, 0.3, 0, 0.3, 0.1, 0.12, 11, 0, 0) Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
Подпрограмма для УП: CONT3
G1 X40 Z0 F0, 12 Начальная точка = первая точка контура
X38 Z-2, 5
Z-10
X40 Z-12, 5
Z-20
X30 CHR=0, 3 Точки контура
Z-30 F0, 1
X20 RND=0, 3
Z-40
X17
M17 Конец программы
Пример CYCLE 95 Чистовая обработка торца, внутренняя
Название подпрограмма для УП CONT4
Глубина врезания, без знака в радиусах 1
Допуск на чистовую обработку продольный 0, 02
Допуск на чистовую обработку торцевой в радиусах 0, 05
Допуск на чистовую обработку параллельно контуру 0
Скорость подачи для черновой обработки без выточки 0, 3
Скорость подачи для врезания при выполнении выточки 0, 1
Скорость подачи для чистовой обработки 0, 12
Вариант обработки 10
Время выстоя для стружколомания во время черновой обработки 0
Траектория перемещения для прерывания черновой обработки, стружколомание 0
Установочное расстояние от контура 0
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Подвод к позиции смены инструмента (без ZO)
....
T1 D1 G96 S250 M4; расточная оправка Вызов инструмента, скорость резания
G0 X65 Z0 Подвод к заготовке
CYCLE95(" CONT4", 1, 0.02, 0.05, 0, 0.3, 0.1, 0.12, 10, 0, 0) Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
Подпрограмма: CONT4
G1 X25 Z-12 Начальная точка = первая точка контура
Z-10 CHR=1
X100 Точки контура
Z0 CHR=1
X103
M17 Конец программы
Примечание: Данный контур запрограммирован слева направо.