Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
CYCLE 98 Цепочка резьб
|
|
CYCLE97 (PO1, DM1, PO2, DM2, PO3, DM3, PO4, DM4, APP, ROP, TDEP, FAL, IANG,
NSP, NRC, NID, PP1, PP2, PP3, VARI, NUMTH)
PO1 начальная точка резьбы по Z
DM1 диаметр резьбы в начальной точке
PO2 первая промежуточная точка резьбы по Z
DM2 диаметр резьбы в первой промежуточной точке
PO3 вторая промежуточная точка резьбы по Z
DM3 диаметр резьбы во второй промежуточной точке
PO4 конечная точка резьбы по Z
DM4 диаметр резьбы в конечной точке
APP траектория подвода без знака Траектория подвода
ROP траектория вывода без знака Траектория выхода
TDEP глубина резьбы без знака Глубина резьбы
FAL допуск на чистовую обработку без знака Допуск на чистовую обработку
IANG угол врезной подачи Угол врезной подачи
положительное значение: боковая подача для одной боковой стороны
отрицательное значение: переменная боковая подача
NSP сдвиг начальной точки для первой резьбы без знака
NRC количество проходов черновой обработки Количество черновых проходов
NID количество холостых проходов Количество холостых проходов
PP1 шаг резьбы 1 как значение
PP2 шаг резьбы 2 как значение
PP3 шаг резьбы 3 как значение
VARI вариант обработки Вариант
NUMTH количество резьб Количество резьб
VRT переменная траектория обратного хода от контура
PO1, DM1.. PO4, DM4, PP1, PP2, PP3
Параметр PO1, DM1.. PO4, DM4 определяет точки контура цепочки резьб.
Параметры PP1, PP2 и PP3 шаг отдельных секторов резьбы.
Все другие параметры аналогичны параметрам CYCLE 97.
Шаг между двумя коническими резьбами не должен быть точно 45°. Он всегда должен быть < 45° (меньше) или > 45° (больше).
Пример CYCLE 98 Цепочка резьб
Данная программа выполняется цепочку резьб, начиная с цилиндрической резьбы.
Врезная подача выполняется вертикально с постоянным сечением стружки.
5 проходов черновой обработки и 1 холостой проход.
Начальная точка, продольно PO1 0
Диаметр в начальной точке DM1 30
Первая промежуточная точка PO2 -30
Диаметр в первой промежуточной точке DM2 30
Вторая промежуточная точка PO3 -60
Диаметр во второй промежуточной точке DM3 36
Конечная точка PO4 -80
Диаметр в конечной точке DM4 50
Траектория подвода APP 10
Траектория вывода ROP 10
Глубина резьбы TDEP 0, 92
Допуск на чистовую обработку FAL 0
Угол врезной подачи IANG 0
Сдвиг начальной точки NSP 0
Количество проходов черновой обработки NRC 5
Количество холостых проходов NID 1
Шаг резьбы 1, 5
Шаг резьбы 2
Шаг резьбы 2
Вариант обработки VARI 3
Количество резьб NUMTH 1
Переменная траектория возврата VRT 1
Программа:
G54 Сдвиг нуля
G53 G0 X610 Z350 Подвод к позиции смены инструмента (без ZO)
T5 D1 G95 S1000 M4; резьбонарезной инструмент Вызов инструмента
G0 X32 Z12 Подвод к заготовке
CYCLE98(0, 30, -30, 30, -60, 36, -80, 50, 10, 10, 0.92,,,, 5, 1, 1.5, 2, 2, 3, 1)
Вызов цикла
G0 X200 Z100 Подъем
M30 Конец программы
Фреймы
Фреймы изменяют текущую систему координат.
• Сдвиг системы координат: TRANS, ATRANS
• Вращение системы координат: ROT, AROT
• Программируемый масштабный коэффициент: SCALE, ASCALE
• Зеркальная система координат: MIRROR, AMIRROR
Команды фреймов программируются в отдельном кадре УП и выполняются в запрограммированном порядке.
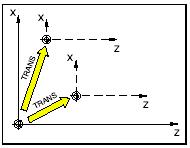
ATRANS относительно последней запрограммированной точки нуля G54 -
G599, TRANS.
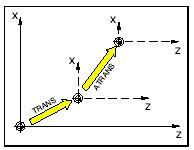
TRANS всегда относительно фактического нуля G54 - G599.